Penggunaan tayar celup bukan penyumbang utama kepada risiko kemalangan, malah ia selamat digunakan oleh bas dan lori, jika ia dikendalikan dengan cara yang betul di jalan raya khususnya lebuh raya di negara ini.
| Penggunaan Tayar Celup Selamat |
Timbalan Ketua Pengarah (Penyelidikan dan Inovasi) Lembaga Getah Malaysia, Dr Zairossani Mohd Nor berkata, tayar celup berfungsi seperti tayar baharu, dan semua tayar yang terlibat dalam sesuatu kemalangan adalah berpunca daripada kurang tekanan angin dan melebihi had laju yang ditetapkan.
“Tayar yang selalu diselenggara, sama ada baharu atau tayar celup tidak menyebabkan kemalangan. Pengguna perlu mengetahui kesesuaian tayar seperti saiz, penandaan keselamatan, tekanan angin, had ketebalan bunga tayar, jenis bunga dan kaedah pemasangan.
“Sesetengah syarikat komersial menggunakan sistem pemantauan tekanan angin, bagi memudahkan pemandu menyelia tekanan angin secara berterusan. Paling penting pemandu tidak melebihi had laju dan beban muatan yang dibenarkan oleh undang-undang,” katanya.
Beliau berkata, tayar celup selamat digunakan di atas jalan raya kerana ia telah diuji menggunakan ujian prestasi yang sama dengan tayar baharu, iaitu ujian daya ketahanan mengikut kualiti MS1394 bagi tayar trak dan ujian kemampuan kelajuan tinggi MS149 untuk tayar kereta.
“Persepsi ini berlaku kerana tidak merujuk kepada maklumat yang betul dan kurangnya pemahaman tentang ciri-ciri teknikal tayar dan proses pembuatan tayar celup serta regulasi dan standard yang berkaitan.
“Ujian fizikal terhadap tayar celup dilakukan memastikan tayar mencapai tahap keselamatan minimum semasa digunakan di atas jalan raya,” katanya pada sidang media, di ibu pejabat Lembaga Getah Malaysia, di sini, semalam.
Zairossani berkata, industri tayar celup telah lama berkembang di negara ini dan terdapat lebih 60 syarikat pembuat tayar celup tempatan berdaftar bagi pensijilan MS 224 dengan lebih dua juta tayar celup dihasilkan setiap tahun.
Jelasnya, laporan perangkaan kemalangan jalan raya Malaysia pada 2013 oleh Polis Diraja Malaysia (PDRM) menunjukkan, kemalangan jalan raya yang berpunca daripada masalah tayar celup sebanyak 0.03 peratus, iaitu lapan daripada 30,458 kes kemalangan.
“Pembuatan tayar celup perlu diiktiraf oleh Institut Piawaian dan Penyelidikan Perindustrian Malaysia (Sirim), melalui pensijilan Malaysian Standard (MS) 224 bagi Tayar Pneumatik Yang Menjalani Proses Celup Bagi Kenderaan Persendirian dan Kenderaan Komersial.
“Ia perlu menepati spesifikasi UNECE Peraturan 108 bagi Tayar Celup Pneumatik (Kenderaan) dan UNECE Peraturan 109 bagi Tayar Celup Pneumatik (Kenderaan Komersial),” katanya.
Beliau berkata, beberapa kajian yang dijalankan di peringkat antarabangsa dan tempatan mendapati, penanggalan telapak tayar dan kerosakan tayar berlaku pada kadar sama untuk tayar baharu dan tayar celup.
Menurutnya, kajian oleh Pentadbiran Keselamatan Trafik Lebuh Raya Kebangsaan (NHTSA) di Amerika Syarikat pada 2008 membuktikan, tayar celup bukan penyebab utama cebisan tayar di jalan raya.
“Kajian itu mendapati, kegagalan tayar adalah berpunca daripada halangan bahaya di jalan raya sebanyak 38 peratus, pengendalian dan penyelenggaraan kenderaan (32 peratus), peningkatan haba terlalu tinggi (30 peratus) dan kerosakan semasa proses pembuatan (16 peratus).
“Kajian oleh University of Michigan (2009, J Woodroofe et. al) pula menunjukkan majoriti cebisan tayar yang ada di jalan raya bukan disebabkan kerosakan semasa proses pembuatan tayar berkenaan,” katanya.
Zairossani berkata, kebanyakan tayar celup yang dihasilkan di Malaysia adalah untuk kegunaan domestik, berbanding untuk eksport ke luar negara.
“Data statistik 2015 menunjukkan import tayar celup Malaysia bernilai RM63 juta, di mana majoriti adalah untuk kegunaan kenderaan luar jalan raya sebanyak 31 peratus, motosikal (18 peratus) dan tayar penerbangan (16 peratus).
“Penggunaan tayar celup ini untuk industri pengangkutan kenderaan komersial seperti lori dan bas,” katanya.
Dalam pada itu, beliau berkata, penggunaan tayar celup mendapat sambutan menggalakkan oleh pengusaha bas dan lori kerana faktor harga yang lebih rendah iaitu 30 peratus hingga 50 peratus berbanding harga tayar baharu di pasaran.
“Permintaan terhadap tayar celup akan bertambah lima hingga enam peratus setiap tahun. Tayar celup ini dapat mengurangkan kos pemilik lori dan bas. Mereka dapat berjimat sehingga RM500 berbanding tayar baharu berharga RM1,000 bagi sebiji tayar.
“Biasanya tayar celup akan dipasang di bahagian belakang lori atau bas, hanya bahagian depan sahaja dipasang dengan tayar baharu,” katanya.
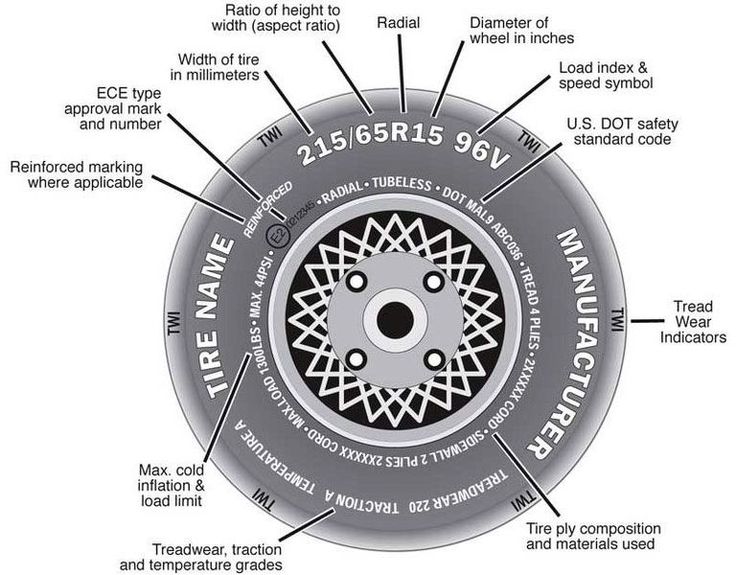
Zairossani berkata, terdapat beberapa cara untuk mengenal pasti tayar celup, antaranya melalui bungkusan tayar serta label yang dicop di atas permukaan tayar dan ia berbeza mengikut jenama tayar dalam pasaran.
“Mana-mana tayar yang mempunyai rangka tayar yang baik sahaja boleh dicelup dan proses pencelupan itu boleh dilakukan sebanyak tiga hingga empat kali, bergantung kepada keadaan fizikal tayar.
“Pengilang yang memiliki sijil MS 224 sahaja akan meletakkan label itu di atas tayar celup yang dikeluarkan dan selamat digunakan di jalan raya,” katanya.
Menurutnya, tayar yang memiliki ketebalan bunga kurang daripada 3 milimeter (mm) boleh dihantar ke kilang untuk membuat tayar celup.
“Anggaran penggunaan tayar itu antara 15,000 hingga 20,000 kilometer dan tayar celup ini mempunyai jangka hayat sehingga enam bulan penggunaan di atas jalan raya,” katanya.
Sementara itu, beliau berkata, hampir separuh daripada pasaran tayar celup didominasi oleh industri penerbangan di Malaysia, susulan penggunaan tinggi dan pemantauan berkala.
“Berdasarkan data Jabatan Statistik Malaysia bagi 2015, industri kapal terbang mencatatkan sehingga 29 peratus penggunaan tayar celup daripada jumlah eksport Malaysia yang bernilai RM12.43 juta.
“Sektor ini juga merupakan penyumbang ekonomi penting bagi industri barangan getah Malaysia,” katanya.
Beliau berkata, sesuatu kemalangan yang berpunca daripada penggunaan tayar celup yang dihasilkan dalam kilang haram atau tidak mempunyai sijil MS 224 di luar bidang kuasa Lembaga Getah Malaysia.
“Lembaga Getah hanya menjalankan ujian mekanikal (tayar) bagi pensijilan MS 224 yang dikeluarkan oleh pihak Sirim, memberi nasihat berkaitan dengan ujian mekanikal tayar dan menjalankan R&D berkaitan bagi rujukan kepada industri dan pengguna,” katanya.
Manakala penggunaan dan penjualan tayar celup terletak kepada bidang kuasa Kementerian Perdagangan Dalam Negeri Koperasi dan Kepenggunaan (KPDNKK) dan Jabatan Pengangkutan Jalan (JPJ).
“KPDNKK berkuasa memantau atau menyita pengilang haram yang menghasilkan tayar celup tanpa perakuan Sirim. Manakala JPJ pula boleh menghalang penggunaan tayar celup jalan raya,” katanya.
Dalam perkembangan sama, Lembaga Getah Malaysia menyasarkan akhir 2017 untuk mengkomersialkan getah asli termaju iaitu Ekoprena dan Pureprena yang mesra alam dan berprestasi tinggi sebagai tayar baharu.
“Tayar-tayar Ekoprena dan Pureprena sedang diuji pada kenderaan komersial bagi sektor pengangkutan barangan seperti lori dan treler serta pengangkutan awam seperti bas bandaran dan bas ekspres.
“Ia dapat meningkatkan jangka hayat tayar, tambah jarak dan mengurangkan penggunaan bahan api. Kini sedang diuji pada bas Rapid KL milik Prasarana dan Transnasional,” katanya.
Sumber: Sinar Harian, Peraktoday.com.my
Follow us on Instagram, subscribe to our Telegram channel and browser alerts for the latest news you need to know.
MAY 30 ― In February, Alwyn Lau, columnist with the Malay Mail, wrote an article titled: “Malaysia’s ignored hazard: Trucks with bad tyres”.
Certainly, road safety in Malaysia needs a lot of improvement. (The Ministry for Transport set a 2014-2020 road safety plan that is currently not on target, so it’s clear more work needs to be done).
Anyone championing road safety is an ally in the fight to create safer roads and to reduce fatalities. Some businesses do not put safety first, and even more worryingly, safety Standard Operating Procedures are not well enforced.
Some businesses do not put safety first, and even more worryingly, safety Standard Operating Procedures are not well enforced.
This is cause for concern and we must pressure the right organisations, both public and private, to do their part in improvement of these areas. It is also important to recognise that cost is always an essential control in business; the balance needs to be right, but safety always comes first, and it doesn’t have to be more expensive.
However, the rest of Lau's article is somewhat confusing and offers nothing in terms of a practical approach to solving any issues. I want to address a few of his misleading and inaccurate points, to set the record straight:
Firstly, Lau writes:
“It’s an open secret that one of the most frequent causes of deaths on the highway are trucks, buses and lorries”.
This is incorrect by some margin. The last fully-broken-down report (www.mot.gov.my: Road Safety Plan of Malaysia 2014-2020), citing vehicle descriptions in accidents (2013) shows that 45. 9 per cent of all road accidents are motorcycles, with lorries and busses responsible for just under 12 per cent.
9 per cent of all road accidents are motorcycles, with lorries and busses responsible for just under 12 per cent.
As an update, in 2018 (The Malaysian Reserve: “Road accidents are 4th major cause of death in 2018 say Loke”), Anthony Loke, then Minister for Transport said: “more than half of the (road) deaths, or about 66 per cent, involve motorcyclists.”
A 2012 report by IATSS (Science Direct: “Motorcycle fatalities in Malaysia”) stated: “The analysis reveals that the highest numbers of motorcycle fatalities occur in rural locations (61 per cent), on primary roads (62 per cent) and on straight road sections (66 per cent) ... Although fatal motorcycle crashes mostly involve ‘passenger cars’ (28 per cent), motorcyclists are responsible for 50 per cent of the collisions either by crashing singly (25 per cent) or with other motorcyclists (25 per cent).”
So, there is no reason based in fact to assume that lorries and busses are the most frequent cause of death on Malaysia's roads.
It is mostly due to motorcycles in rural locations. Even if we assume Lau means “just” on highways, with trucks and busses contributing just 12 per cent of the overall figure, there is no possibility the comment can be true.
Lorry and bus operators need to do their part in improving safety on our roads, as heavy road users it is their responsibility to protect their drivers and other on the road, but to claim they are responsible for “the most frequent” cause of deaths is false and distracts from us tackling the issues that could save the most lives.
Secondly, Lau concludes that there are two main “root” causes of these accidents:
“The root cause of the above kinds of accidents can be traced to two points: Greedy business owners cutting costs by refusing to maintain their trucks properly e.g. by retreading tyres instead of replacing tyres. Drivers being made to drive crazy long hours with insufficient rest, yet continuously incentivised to drive even more (as this reduces the need to increase the number of drivers)”
Now, as I stated, there are some businesses that do cut corners, there’s no doubt about it. But it’s not very helpful to point this out without being able to pin-point actions to help rectify this.
But it’s not very helpful to point this out without being able to pin-point actions to help rectify this.
After all, the law is very clear in these areas. There is a general lack of enforcement of the laws that contributes to people thinking they can “get away with it”, when cutting corners. This has to stop.
The government is ultimately responsible for the safety of all of us and this brings us to the point where we say that human nature will mean people will try to get past the rules, so we, as an industry, along with governing bodies and associations, must have a clearer plan to make sure rules are always abided by.
MS ISO 39001: 2013 Road Traffic Safety Management System (RTSMS) is a great standard and is being pushed and adopted by many in the land transport sector, but the plans for enforcement are scant.
It is clearly recognised that there is a lack of systematic work and commitment among organizations that affect the safety of the road transport system. This needs to be rectified.
This needs to be rectified.
At Kit Loong, we have a set of services called SC3OCT that are fully certified and will help companies comply with both this ISO and other relevant ISOs and lead to full compliance with Puspakom inspection standards.
We would be happy to work with authorities to show how we enforce these rules and standards with our clients.
Finally, Lau asserts:
“Retreaded tyres should be made illegal. Period.”
This statement shows a clear lack of understanding of what a retread is, why it exists, where it is and should be used, how it affects the environment and their benefits to both companies and the economy.
In addition, it demonstrates a complete lack of knowledge about the stringent safety steps that go into making a retread tyre.
My first point is an obvious and often used one… but it shows that retreads per se are safe. Eighty per cent of aircraft tyres are retreads.
In the USA, in 2020, an Executive Order was signed that required Federal agencies to replace OEM tires with retreaded tires rather than new tyres whenever possible.
Most tyres used on airplanes are commonly owned by the big manufactures, such as Goodyear and Bridgestone, with guarantees of a number of take-offs and landings per tyre.
No airline would run the risk of using something that was innately unsafe, no manufacturer would take the responsibility if they couldn’t be sure they were also providing a product of top quality.
Let's get more into the weeds.
Malaysia has very stringent guidelines on the material used in and the actual production of retread tyres. Tyre liners have to conform to regulations set out by the Department of Standards Malaysia, (Standards Malaysia), specifically, MS 224:2005, as certified by SIRIM QAS International, which is part of The International Certification Network, which gives these products access to 37 national markets by meeting these standards.
This means the materials are safe, regulated and of high enough standard for international export. Unlike ISO standards, every product must meet high criteria to meet MS224.
The retread production process conforms to ISO 9001:2015, a process created for “quality management systems” in the provision of retreading tyres.
This is a very detailed process and is adhered to globally to produce top quality retreads. Go and visit any reputable retread factory and you will see very modern machinery and processes, alongside equipment specifically designed to make the products safe.
From X-ray-like scanners to look for anomalies in the casings, through to high-pressure testing, the whole operation is designed to produce high-quality, safe retread tyres.
The US and European trucking industries are both heavy users of retread tyres. In Europe’s five top wealthiest nations (France, Germany, UK, Spain, Italy), the retread market makes up 30 per cent of the total truck tyre market (ey.com/fr: “The socio-economic impact of truck tyre retreading in Europe”).
This equates to 3.2 million units. The US uses 14.3 million retreads for commercial vehicles. These countries have nowhere near the level of road fatalities that we do in Malaysia but are still keen users of retread tyres for commercial vehicles. So, what’s the difference and why are perceptions here so negative?
These countries have nowhere near the level of road fatalities that we do in Malaysia but are still keen users of retread tyres for commercial vehicles. So, what’s the difference and why are perceptions here so negative?
In a word: quality. But to add some meat to the bones, it is about three main factors: casings, process and material. Not all casings are created equally.
The disparity in the quality of new tyres is vast. It’s commonly accepted that half of the burst tyres you see on the road are not in fact retreads, but cheap new tyres.
The “big” players invest a lot of time and money into researching the safest compounds, new ways to disperse water, better ways to run tyres hotter, how to make their casings better for retreading.
All of this means that some new tyres are both very safe, will travel long distances with good maintenance and be better made for retreading (all the top companies make their tyres specifically to be retreaded, just as a lot of them will retread them and sell them again under their own brands).
Process is vitally important in the creation of retreads. The very first part of the process is to grade the casings to make sure they are safe to be retreaded.
This even involves X-raying the casings to make sure there are no hidden deformities in the casing. The rest of the process is similar to creating new tyres.
Many retread factories have spent millions of ringgit on the latest technology to guarantee the best product. Often, a retread tyre will have the capacity for longer mileage than the original casing tread allowed.
This is because often retreaders understand local issues better than global companies and can use the materials best suited to that environment, both in terms of natural and road environments.
Which brings us on to the final element, materials, which make up the “new” tread applied to the casing. By using the best compounds, most suited to application and environment it is very fair to suggest that a well-produced, quality-controlled retread tyre that conforms to all local and international certification, can be as safe to use as a new tyre.
Lau mentions at the end of the article, (we must) “Limit the number of hours drivers are allowed to work.” This has nothing to do with the difference of safety between retreads and new tyres, but it is very important, and we commend him if he is to focus his time in improving workers' conditions of heavy vehicle drivers.
To add to this, a few other important areas need to involve both driver safety training and initiatives to create safer roads across the country.
Now, to address the main issues when it comes to retread tyres in Malaysia, so that we can actually offer some practical advice. First, only ever buy retread tyres from reputable sources, these are manufactures who have both certification, the likes of MS224, but also those producers who have retread programmes with the big tyre brands. If a tyre brand has endorsed a manufacture, it’s likely they are of a quality you can trust.
Secondly, even the best tyre will face issues if it isn’t maintained correctly, such as simple things like getting the correct inflation for the load will prolong tyre life to what is expected.
These are the areas companies purchasing tyres should be focused on, and Lau is correct to say this is their responsibility and there should be no cost cutting when it comes to safety.
And the simple fact is, running a safe operation is actually more profitable than an unsafe one. A 2012 study by EY found that: “Companies in the top 20 per cent of risk maturity generated three times the EBITDA as those in the bottom 20 per cent.”
Lau ends his article with the statement “Puspakom, I have spoken.” This is another clear indication of him not understanding the fundamentals about the transport industry.
At the time of the inspection at Puspakom every six months, a commercial vehicle may be in a perfect state. However, five months later, tyres could be worn beyond the allowed limits. In that case, it would be JPJ though that is responsible to identify and enforce upon the culprit, not Puspakom.
* Michael Hutt is the Group Marketing Manager of Kit Loong Commercial Tyre Group.
** A version of this article was originally published in Asian Trucker.
*** This is the personal opinion of the writer and does not necessarily represent the views of Malay Mail.
Author: Andrey Sudbin
It is not for nothing that Malaysia is called the “new Asian dragon”: today the country is confidently ranked third in Southeast Asia and thirty-eighth in the world in terms of total production. There are two reasons for this: a liberal tax policy and an inexpensive, but sufficiently qualified workforce. And given that Malaysia is also one of the world's largest natural rubber producing countries, the deployment of tire production there is especially beneficial. Today we will talk about how the new enterprise of Toyo Tires, located in Taiping, 300 km north of the capital Kuala Lumpur, works.
Today we will talk about how the new enterprise of Toyo Tires, located in Taiping, 300 km north of the capital Kuala Lumpur, works.
Partner material
Plans to build the plant were announced in August 2011, the first workers arrived on the site in May 2012, and less than a year later, on April 10, 2013, the president of Toyo Tire & Rubber Co., Ltd Akira Nobuki announced that the plant has produced its first tire. And a year later, on May 16, 2014, Toyo Tire Malaysia solemnly celebrated the production of the first million tires! And all of them met the quality standards adopted both at the Japanese factories of the brand and at other factories of the company in Japan, China and the USA.
Thirty percent of the products of the Malaysian plant are sent to America, 40% are sold in Europe (including Russia), 15% go to Japan and 15% go to the countries of Southeast Asia. And the production volumes inspire respect: the plant reached the first planned level of 5 million tires per year in 2015, last year it produced 6 million units, but the company's management assures that if necessary, it can increase output to 10 million.
From the design stage of the plant, several fundamental principles were laid down: energy efficiency, high quality, independence from skills and high productivity. They should be taken apart separately.
A modern enterprise cannot bear this proud title if it does not save energy. In turn, saving energy is one of the components of environmental sustainability... In addition to state-of-the-art technology to reduce energy consumption in the production process, Toyo Tire Malaysia has taken very drastic measures to save the environment, for example, the use of solar energy is widely used , which is so rich in tropical Malaysia. LED lighting sources are used everywhere, which, in particular, are equipped with all administrative premises. All this is very important, because the enterprise occupies an area of 600,000 sq.m.
The factory uses exactly the same equipment and production systems as Toyo's factories in Japan, so that even the most picky expert will not be able to find a single difference in tires from Malaysia from products manufactured at other factories of the brand. Naturally, the plant has implemented an end-to-end quality control system, which includes both instrumental checks at each stage and visual inspection of each finished tire by a specialist. At the same time, the TPS system, invented by Toyota managers and adapted for tire production, is used throughout the entire technological chain with most of its key elements, including stopping the process when even minor problems are detected. Toyo tire manufacturers called this system BMP (Best Manufacturing Principles).
Naturally, the plant has implemented an end-to-end quality control system, which includes both instrumental checks at each stage and visual inspection of each finished tire by a specialist. At the same time, the TPS system, invented by Toyota managers and adapted for tire production, is used throughout the entire technological chain with most of its key elements, including stopping the process when even minor problems are detected. Toyo tire manufacturers called this system BMP (Best Manufacturing Principles).
Naturally, this system implies maximum automation of all technological processes, and hence a certain independence from the skills of the staff. At a new enterprise, the production process is in most cases controlled by an operator who does not need special skills for this - only attentiveness and accuracy. And all this is achieved thanks to the efficient organization of work processes and space, automation and the use of information technology. In total, the plant employs about 1000 people, which means that each of the employees, no matter what he actually does and no matter what position he holds, provides 6 cars with a set of new tires for a working day! But “independence from staff skills” does not mean at all that no attention is paid to the training of plant employees. Each worker undergoes weekly one-hour training on various topics - from safety to the development of new technologies. In addition, the company pays for the education of students, and also supports the education of teenagers from disadvantaged families (as part of the social responsibility program). In any case, the qualification of personnel is one of the most important factors underlying the achievement of high productivity.
Each worker undergoes weekly one-hour training on various topics - from safety to the development of new technologies. In addition, the company pays for the education of students, and also supports the education of teenagers from disadvantaged families (as part of the social responsibility program). In any case, the qualification of personnel is one of the most important factors underlying the achievement of high productivity.
Still, ATOM's Advanced Tire Operation Module plays a key role in performance. This is Toyo's own development, which is used not only in Malaysia, but also at other factories of the company. It provides maximum control over the production process of high quality tires and reduces both the total number of processes required for production and the time for the production of each individual tire. This system is worth talking about separately.
Once upon a time, in the 50s and 60s of the last century, the word "atom" was invariably associated with something ultra-modern, advanced, even futuristic. The heroes of science fiction novels traveled on nuclear cars and flew on nuclear planes... So Toyo's ATOM also represents a "complete collection" of modern tire technologies, and the collection has been expanded and supplemented. The rubber parts of the tire are not glued, but connected in a seamless way, using the proprietary ERB (Electron Radiation Beam) rubber cord prevulcanization technology: in a special chamber, the cord is irradiated with a stream of electrons and connected into a single whole. Under the influence of the electron flow, the rubber becomes denser and more elastic, so that at subsequent stages, during the vulcanization process of an almost finished tire, the particles of the prevulcanized cord do not penetrate into the inner inner layer adjacent to it, which is in contact with the air pumped into the tire. This means that the inner layer can be made thinner, which means that the overall weight of the tire can be reduced.
The heroes of science fiction novels traveled on nuclear cars and flew on nuclear planes... So Toyo's ATOM also represents a "complete collection" of modern tire technologies, and the collection has been expanded and supplemented. The rubber parts of the tire are not glued, but connected in a seamless way, using the proprietary ERB (Electron Radiation Beam) rubber cord prevulcanization technology: in a special chamber, the cord is irradiated with a stream of electrons and connected into a single whole. Under the influence of the electron flow, the rubber becomes denser and more elastic, so that at subsequent stages, during the vulcanization process of an almost finished tire, the particles of the prevulcanized cord do not penetrate into the inner inner layer adjacent to it, which is in contact with the air pumped into the tire. This means that the inner layer can be made thinner, which means that the overall weight of the tire can be reduced.
In general, the tire production process usually looks like this: first, a carcass is wound layer by layer on the drum, which is then connected to the sidewalls. The resulting wheel is inflated like a balloon, connected to the tape of the future tread, and the blank, which the tire workers call the "green tire", is sent to the vulcanizer. At the same time, each of the stages - extrusion, calendering, trimming of material, manufacturing of tire parts - requires the organization of a separate production site. ) all operations between the preparation of the rubber compound and the final vulcanization are combined into a single continuous process, including both the manufacture of components and the assembly of the tire. This combination allows you to significantly reduce production space, because installations that perform not one but several operations take up three times less space both due to less equipment and by reducing the space required for storing and transporting workpieces. The time required to produce one tire is also reduced, and it is reduced by about five times! But more importantly, the tire structure is more homogeneous.
The resulting wheel is inflated like a balloon, connected to the tape of the future tread, and the blank, which the tire workers call the "green tire", is sent to the vulcanizer. At the same time, each of the stages - extrusion, calendering, trimming of material, manufacturing of tire parts - requires the organization of a separate production site. ) all operations between the preparation of the rubber compound and the final vulcanization are combined into a single continuous process, including both the manufacture of components and the assembly of the tire. This combination allows you to significantly reduce production space, because installations that perform not one but several operations take up three times less space both due to less equipment and by reducing the space required for storing and transporting workpieces. The time required to produce one tire is also reduced, and it is reduced by about five times! But more importantly, the tire structure is more homogeneous.
Let's look at how this technology works using the example of creating a tread layer. In the framework of traditional technologies, a single-layer rubber blank is wound onto the drum, the edges of which are connected by a transverse seam. This joint, even if very slightly, but still differs in uniformity from the general layer of the rubber compound, and this will certainly introduce some imbalance in the mass distribution of the finished tire. According to the ATOM technology, the tread layer comes in the form of a thin rubber tape directly from the extruder and coil after coil is wound onto a drum with a tire blank. During the final vulcanization, the raw rubber sets into an almost homogeneous mass without transverse joints, which means that the structure of the tire is qualitatively different from that of most traditionally produced tires. The dynamic imbalance is more than halved, and this is very important for end product consumers. After all, the less dynamic imbalance, the less weights needed for balancing, the better the behavior of the tire on the road and the less vibration load on the wheel hubs of the car, and this, in turn, means a decrease in the likelihood of expensive repairs.
In the framework of traditional technologies, a single-layer rubber blank is wound onto the drum, the edges of which are connected by a transverse seam. This joint, even if very slightly, but still differs in uniformity from the general layer of the rubber compound, and this will certainly introduce some imbalance in the mass distribution of the finished tire. According to the ATOM technology, the tread layer comes in the form of a thin rubber tape directly from the extruder and coil after coil is wound onto a drum with a tire blank. During the final vulcanization, the raw rubber sets into an almost homogeneous mass without transverse joints, which means that the structure of the tire is qualitatively different from that of most traditionally produced tires. The dynamic imbalance is more than halved, and this is very important for end product consumers. After all, the less dynamic imbalance, the less weights needed for balancing, the better the behavior of the tire on the road and the less vibration load on the wheel hubs of the car, and this, in turn, means a decrease in the likelihood of expensive repairs.
ATOM technology also gives production a fair amount of flexibility, allows you to expand the model range to the maximum, easily change from one model to another, and makes small-scale production commercially viable. This is very important, because the plant produces both Toyo brand tires and tires of the subsidiary brand Nitto, which accounts for 23% of the total production. The model range is really very wide, but the most popular models on the Russian market are the Proxes CF2, Nanoenergy 3, Proxes TR1, Open Country U/T and Observe Ice-Freezer winter tires. The company really counts on the Russian market and is confident that the popularity of Toyo tires in Russia will only grow.
tires and rims
Articles / Travel 3500 km from Moscow. Visiting Khanty and Mansi. We continue to follow our pilgrims, Alesei Zhirukhin and Sergei Lysenko. In this part of the report, they will tell us about Khanty-Mansiysk and Kogalym. 81 0 0 05.12.2022
81 0 0 05.12.2022
Articles / Popular questions What is dangerous driving and is it possible to get a fine for it Just a couple of weeks ago, we figured out that traffic rules limit lane changes not only for dangerous driving. Today we will talk directly about the most dangerous driving. What mane... 110 0 one 05.12.2022
Articles / History A 45-year-long holiday: we see off the Ford Fiesta, remembering its brightest achievements Fiesta for Ford is almost the same iconic model as, for example, Golf for Volkswagen. After all, for more than 45 years, more than 16 million copies of seven generations have been produced. Alas,... 1258 four one 03.12.2022
After all, for more than 45 years, more than 16 million copies of seven generations have been produced. Alas,... 1258 four one 03.12.2022
Test drives / Test drive Haval Dargo vs Mitsubishi Outlander: the dog is barking, the stranger is coming In the Haval dealership in the south of Moscow, life is in full swing: buyers look at cars, communicate with managers and sign some papers. While I was waiting for the test Dargo, the same cross... 18140 7 205 13.09.2022
Test drives / Test drive Motor from Mercedes, emblem from Renault, assembly from Dacia: test drive of the European Logan 1. 0 It would seem that what's new can be told about the second generation Renault Logan, known to every Russian taxi driver, as they say, up and down? However, this car has... 14563 ten 41 08/13/2022
0 It would seem that what's new can be told about the second generation Renault Logan, known to every Russian taxi driver, as they say, up and down? However, this car has... 14563 ten 41 08/13/2022
Test drives / Test drive Geely Coolray vs Haval Jolion: Free Cheese? If! Do you want to buy a car today with a full warranty, on credit at an adequate rate, without wild dealer markups? Now this is still a task, because a full-fledged chain of "representation - s... 11783 26 thirty 08/10/2022
Expanding the horizons of the possible
DOWNLOAD CATALOG
Oversized tire repair technology
SOLUTION
REPAIR
The reduction of this cost essentially depends on the increase in the service life of tires.
Tire repairers face new professional challenges in a volatile economy and regular supply disruptions:
• Reduced repair time, increased quality requirements for repairs and warranty periods.
• Tire rejection requirements are reduced so that tires with more and more complex damages that cannot be reliably repaired by standard methods are included in the repair.
• The service conditions for repaired tires become more difficult and the load on the repair area increases.
For four years, ROSSVIK specialists have been testing the TRS technology at the production facilities for the restoration and repair of cylinder head tires in the most severe climatic conditions: from low temperatures in the Arctic to extremely high temperatures in Central Asia. The result of the tests was the TRS line of materials for the restoration repair of truck and large-size tires of the SSC, which allows you to return to service up to 70% of tires with mechanical damage, including those that were previously considered unrepairable.
Together with you, we were looking for ways to solve new problems and our answer was TRS technology - a universal solution for the repair of radial steel cord tires of all sizes, especially CGs and CGs.
TRS technology is based on the idea of replacing damaged tire cables with a steel cord patch with the same shape and properties as the damaged section of the tyre. For repair, a two-component patch is used (unvulcanized element + vulcanized), which allows you to fully restore the damaged area of \u200b\u200bthe tire without creating excessive stress and providing maximum strength.
The use of combined repair materials provides a truly individual approach to each repair, which in turn allows the return to service of tires that were previously considered unrepairable. In particular, tires with damage in the “non-repairable” zone of the bead ring.
According to our own statistics, the share of damage affecting the "non-repairable" zone is up to 15% of the total number of tires that can be repaired.
How is TRS different from standard one or two step repair?
Customized
Each TRS patch is cut for a specific repair to cover only damaged cables, without unnecessary overlap in width. This provides the best flexibility and minimum heating of the repair site.
High survivability
Flexible, precisely matched to the width of the damage, the fan patches “recessed” into the tire carcass and are flush with the tire cables. This provides unparalleled repair strength even in the event of repeated tire failure.
Maximum adaptability
Due to its shape, flexibility, and special installation method, TRS fan patches repair the damaged section of the tire and are able to work effectively even in the most difficult operating conditions.
Advanced Features
Uncured TRS fan patches allow repairs to be made in the "non-repairable" area of the bead ring, while S repair plates repair damaged belt layers.
Increased repair warranty due to minimal heating of the repair area.
Due to the special design and special technology of preparing the repair area, TRS patches are able to work exactly like a tire carcass and do not create excessive rigidity at the repair site.
The ability to return to full service tires that were previously considered unrepairable.
Based on our experience, the proportion of damage attributable to the “non-repairable” bead ring area is up to 15% of the total.
Convenient for tire repair personnel.
TRS technology provides technicians with a versatile and easy-to-understand tool for repairing both minor and complex damage.
A well-chosen range of plasters reduces the likelihood of wrong choice of repair material.
Benefits of TRS technology over standard repair technology
The sidewall of the tire experiences maximum deformation during movement, acting as a shock absorber for road surface irregularities. The repair of this area requires the restoration of not only the strength, but also the elastic properties of the tire.
The shoulder area of the tire is located at the junction of the flexible sidewall and the inextensible belt. Variations in tire stiffness, torsional loads during wheel turn, and maximum carcass rubber thickness make the shoulder area the most difficult to repair. Shoulder repair requires a repair material that combines strength, flexibility, and the ability to stretch in all directions.
Tire tread damage is the most common of all. The larger the tire, the more serious damage it receives from hitting foreign objects. When repairing breakouts in the tread, it is especially important not only to connect the ends of broken carcass layers, but also to restore the rigidity of the repair zone. To do this, TRS has special technologies and repair materials in its arsenal.
Examples of repairs using TRS
Side zone
shoulder zone
Running path
Consultations of Professionals
from Rossvik in Astrakhan
Cargo
and heavy tires are located on .