Proper inspection and maintenance of a rubber lining are critical for its prolonged life and to avoid costly procedural shutdowns due to damage. In most cases, damage can be mitigated with regular inspections and a proactive approach to repairing failures at their earliest stages.
Adhering to the following steps during a rubber lining inspection procedure can help to reduce damage to the vessel, the downtime necessary for repairs, and the safety of those involved in the process.
To inspect a rubber-lined tank, first, you must empty the vessel, neutralizing and rinsing it thoroughly. It should be aired out for 24 hours or overnight to remove fumes. Before entering the tank, test oxygen levels to be sure that toxic fumes have escaped.
For a complete and thorough inspection, an experienced tank lining inspector will need a general drawing of the equipment to help locate and mark areas needing repair. He or she will require a reliable light source, chalk, a clipboard for the drawing, durometer (rubber measuring tool), and a spark tester for proper inspection.
For safety purposes, an inspector should wear disposal coveralls, hard hat, goggles, disposable gloves and a respirator.
Lining inspection is a difficult task, and every situation is different. Everything from minor to major failures should be assessed during an examination. Due to complexity, a cursory look around the entire lining should help determine the overall conditions.
General appearance may indicate the lining to be in good condition if the rubber surface shows either the polyethylene embossing pattern or liner use to roll up the rubber. In these spots, the durometer should measure the hardness expected, revealing the lining is in good condition and not in need of repairs. Additional testing with a spark tester can help verify no leaks are present.
Check out our more in-depth procedural guide to tank lining inspection
 Repair
RepairSmall areas less than 18” in width, can be fixed with a fill and overlay. It is recommended repairs are completed with a 45° skive. The procedure for minor repairs is to fill in the area using the same gauge rubber as the original lining then overlay the repair area with the same lining extending 2” beyond the perimeter of the fill-in patch.
If multiple repairs need to be made within a small area, the spots should be filled and then covered with one larger section of rubber to maintain a clean appearance. This method will help reduce the chance of leakage due to a lifted corner, which is common with rubber.
For larger repairs, a single sheet rubber layer can be employed as the laps will be less stressed compared to that of a much smaller area. If a good wide angle skive can be achieved, it is acceptable to have a single sheet patch repair, even in areas that are several square feet.
More information about tank lining failures and their repair recommendations
 Continued Maintenance and Monitoring
Continued Maintenance and MonitoringA proactive strategy for inspection and maintenance should be followed for the prolonged survival of rubber-lined equipment. Monitor for green or yellow stains as it can be a sign of deteriorating steel from acid seepage. Chemical deposits are another sign of leakage and can foretell an imminent failure.
Metal repairs can often be mitigated if timely repairs occur at the first signs of a rubber lining failure.
Exposure to excessive heat is the most prominent culprit of premature aging of a rubber tank lining. Temperatures exceeding 200°F(93°C) have a definitive role in the deterioration of a rubber lining. Rubber linings should never be exposed to direct sunlight although some exceptions exist including Chlorobutyl, Hypalon, and Neoprene linings.
Check out our care and maintenance section to help prolong the life of your rubber lining
With a proactive and detailed approach to inspection and repair of your rubber-lined equipment, costly and time-consuming lining failures can often be prevented.
Please contact us if your current rubber lining is beyond repair or if help is needed in making that determination. Our trusted rubber lining products can help streamline your industrial process.
Rubber lining is an effective means for protecting metal from many chemical environments. Selected and installed correctly and properly maintained, it can provide protection for long periods of time. The proper installation of rubber lining for the protection of tanks, piping, and specialty equipment containing harsh chemicals and acid is important to ensure that the lining will provide trouble free service for the life of the equipment.
GUIDELINES FOR INTERNAL RUBBER LINING
Typical areas where sheet rubber lining is utilized involve environments that have chemical attack and abrasion. These include storage tanks, process
vessels, piping, power plant scrubbers, seawater heat exchanger shells, and numerous other pieces of equipment. Proper materials selection and the development of an application specification are the first steps in assuring the quality of the sheet rubber lining product.
Proper materials selection and the development of an application specification are the first steps in assuring the quality of the sheet rubber lining product.
GUIDELINES FOR INTERNAL RUBBER LINING
A detailed surface preparation and application specification is necessary to assure the quality of the installation. Technical organizations such as the Rubber Manufacturers Association (RMA) and sheet rubber manufacturers offer model specifications for various types of sheet rubber lining products.
Data on the history of the material in specific service environments is available from material suppliers. They also offer information on applicators that have a history with the material, service environment and application conditions. All of these items are useful in the material and contractor selection process and must be taken into consideration in the preparation of this guideline.
Rubber linings have successfully been used in every industry that has had a corrosion and/or abrasion problem. Here is a sampling of applications:
Here is a sampling of applications:
Technical Requirements of Rubber Materials
The philosophy shall ascertain correct selection of internal lining requirements for projects. This section shall apply for only polymer (rubber) linings. The applicable procedures for paints internal linings systems are given in the appropriate sections of this manual.
Cost effective and technically feasible lining materials and thicknesses for a given set of operating parameters, design life, desired performance, etc. shall be recommended and established. The recommendation shall be based on a review of the standard lining products available in the market and on experience and from external sources.
The FS “functional requirements” principle shall form the basis for product reviews, and the “lowest LCC” principle shall apply during cost comparisons.
DefinitionsLCC “Life Cycle Cost”, including investment costs (procurement, fabrication, installation and commissioning costs), and discounted future costs (inspection,
maintenance, operation, replacement costs).
FS “Functional Specification” (functional requirements specification)
Proper qualities of lining materials shall be used, and the lining shall be applied according to well established procedures, to ensure that the lining performs satisfactorily during its entire design life.
Normally, “a satisfactory performance” is identical to “meeting the liner material suppliers recommended values regarding mechanical testing and other properties”.
The desired mechanical properties and corrosion resistance must be given careful consideration in the proper selection of the particular sheet rubber lining to be applied. Conditions such as chemical solutions and operating and design temperatures all effect the materials selection. The vendor of lining must provide the performance data relating to various conditions that can aid in proper materials selection.
The selected lining system shall be reviewed by affiliate‟s responsible representative(s) prior to coating application.
For rubber linings only: A lining repair procedure shall be submitted to the affiliate‟s responsible representative(s) for approval prior to start of lining application activities. If rubber linings are to be used the repair procedure shall include repair of both un-vulcanized and vulcanized rubber lining
material. BS 6374: Part 5, Section 7 (in the 1985 edition), may serve as the basis for the repair procedure.
For polymer (rubber) linings, qualification of procedures may include adhesion testing. If a procedure that includes adhesion testing is used, the quality control adhesion testing may be considered optional. Relevant adhesion test results obtained during the last two projects performed by the lining applicator may be referred to in lieu of performing adhesion testing.
If quality control adhesion testing is performed during lining application the minimum individual adhesion value shall not be less than 90% of the average of all values from the last two projects.
Chemical compatibilityThe performance of the rubber lining shall not be reduced due to chemical or other degradation from the environment to which the liner will be exposed.
When potable water tanks are lined, the rubber lining system shall not reduce the quality of the potable water, e.g. result in human health hazard. Lining of potable water equipment shall be performed in compliance with Saudi relevant health authority standards.
Resistance to cathodic disbandingThe rubber lining performance shall not be reduced due to the presence of a cathodic protection system (e.g. sacrificial anodes).
Like Loading. ..
..
[email protected] e-mail
8 800 250-04-51 calls within Russia free of charge
8 800 250-04-51 weekdays from 9until 5 pm
Call me back
Login and Registration Catalog CatalogStock
Product search
Comparison Favorites Basket nine0002 Useful articlesPeculiarities of lining drums with the help of diamond-shaped rubberBack Lining of conveyor drums is their rubber coating - coating with a technical plate made of special rubber and having a surface relief. This treatment protects them from sticking materials, corrosion damage, helps to increase traction, reduce repair costs and increase the life of the equipment.
This treatment protects them from sticking materials, corrosion damage, helps to increase traction, reduce repair costs and increase the life of the equipment.
The lining of conveyor drums is their rubber coating - coating with a technical plate made of special rubber and having a surface relief. This treatment protects them from sticking materials, corrosion damage, helps to increase traction, reduce repair costs and increase the life of the equipment. nine0003
Under medium load, the life of a drum after rubber lining is 4-5 years. The procedure can be performed in the following ways:
Cold curing is the most common method. It is applicable to drums of any size, can be carried out directly on the conveyor and allows you to achieve a strong connection between the protective plate and the drum drive - to obtain a durable coating. nine0003
nine0003
Diamond shaped liner rubber is made from modified rubbers to give a material with high abrasion resistance. A large or small diamond-shaped profile is applied to its surface. Liner categories:
The thickness, hardness and relief of the lining rubber are selected in accordance with the operating conditions of the conveyor and the dimensions of the drum drive. Lining by the method of "cold" gluing is carried out at room temperature according to the following scheme:

24 hours after the procedure, the conveyor can be put into operation.
Protecting drive drums with diamond rubber has the following positive effects:
The diamond pattern is used to self-clean the drive drum of the conveyor, increasing its adhesion to the belt with a smaller contact area. Ceramic inserts increase the wear resistance of the protective coating. On the Rusbelt website, you can order all the necessary products for lining and making joints, as well as other components for conveyor equipment. nine0003
Ceramic inserts increase the wear resistance of the protective coating. On the Rusbelt website, you can order all the necessary products for lining and making joints, as well as other components for conveyor equipment. nine0003
Tapered Roller Bearings: Dimension Chart, Marking and Adjustment of Tapered Types
Axial angular contact tapered roller bearing is the key element of heavy duty machines, consists of inner ring, outer ring, rollers and cage. R...
Read more
Conveyor belt Ultra X - a revolution with a quality mark
Conveyor belts are important components that can be surprisingly complex. The entire technological process depends on their reliability and efficiency.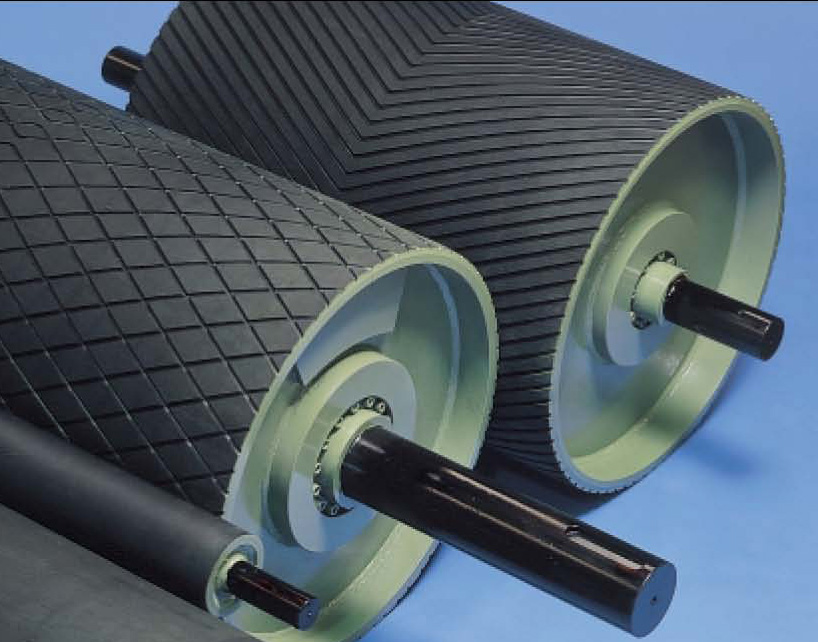 It's hard enough to find a valid...
It's hard enough to find a valid...
Read more
Classification of conveyor belts, their main characteristics
What conveyor belts are used for, what they are, the basics of each type, the materials from which they are made ...
Read more Drum lining is the process of covering conveyor drums with a technical plate made from a special type of rubber with a relief surface. It protects the drive drums from rust and sticking of materials, increases traction and at the same time increases the service life of the conveyor belt, thereby reducing repair costs. nine0003
The materials used in the process of work are selected only after agreement with the customer. They must comply with the features of the functioning of all equipment, including all its elements. Usually preference is given to high-tech rubber or polyurethane. During the lining of the drums of belt conveyors, the selected material is laid on the surface, fixed with glue, hardware, or pressed.
Drum lining technology has the following advantages:
 nine0027
nine0027 Enterprises practicing drum rubberizing receive the following benefits: