| [ Asphalt Concrete (Wet Process) ] | [ Asphalt Concrete (Dry Process) ] | [ Embankment or Fill ] |
| SCRAP TIRES | Material Description |
|
|
|
ORIGIN
Approximately 280 million tires are discarded each year by American motorists, approximately one tire for every person in the United States. Around 30 million of these tires are retreaded or reused, leaving roughly 250 million scrap tires to be managed annually. About 85 percent of these scrap tires are automobile tires, the remainder being truck tires.
Besides the need to manage these scrap tires, it has been estimated that there may be as many as 2 to 3 billion tires that have accumulated over the years and are contained in numerous stockpiles.(1)
Scrap tires can be managed as a whole tire, a slit tire, a shredded or chipped tire, as ground rubber, or as a crumb rubber product.
Whole Tires
A typical scrapped automobile tire weighs 9.1 kg (20 lb). Roughly 5.4 kg (12 lb) to 5.9 kg (13 lb) consists of recoverable rubber, composed of 35 percent natural rubber and 65 percent synthetic rubber. Steel-belted radial tires are the predominant type of tire currently produced in the United States.(2) A typical truck tire weighs 18.2 kg (40 lb) and also contains from 60 to 70 percent recoverable rubber. Truck tires typically contain 65 percent natural rubber and 35 percent synthetic rubber.(2) Although a majority of truck tires are steel-belted radials, there are still a number of bias ply truck tires, which contain either nylon or polyester belt material.
Slit Tires
Slit tires are produced in tire cutting machines. These cutting machines can slit the tire into two halves or can separate the sidewalls from the tread of the tire.
Shredded or Chipped Tires
In most cases the production of tire shreds or tire chips involves primary and secondary shredding. A tire shredder is a machine with a series of oscillating or reciprocating cutting edges, moving back and forth in opposite directions to create a shearing motion, that effectively cuts or shreds tires as they are fed into the machine. The size of the tire shreds produced in the primary shredding process can vary from as large as 300 to 460 mm (12 to 18 in) long by 100 to 230 mm (4 to 9 in) as wide, down to as small as 100 to 150 mm (4 to 6 in) in length, depending on the manufacturer, model, and condition of the cutting edges. The shredding process results in exposure of steel belt fragments along the edges of the tire shreds. (3) Production of tire chips, which are normally sized from 76 mm (3 in) down to 13 mm (1/2 in), requires two-stage processing of the tire shreds (i.e., primary and secondary shredding) to achieve adequate size reduction. Secondary shredding results in the production of chips that are more equidimensional than the larger size shreds that are generated by the primary shredder, but exposed steel fragments will still occur along the edges of the chips.(3)
(3) Production of tire chips, which are normally sized from 76 mm (3 in) down to 13 mm (1/2 in), requires two-stage processing of the tire shreds (i.e., primary and secondary shredding) to achieve adequate size reduction. Secondary shredding results in the production of chips that are more equidimensional than the larger size shreds that are generated by the primary shredder, but exposed steel fragments will still occur along the edges of the chips.(3)
Ground Rubber
Ground rubber may be sized from particles as large as 19 mm (3/4 in) to as fine as 0.15 mm (No. 100 sieve) depending on the type of size reduction equipment and the intended application.
The production of ground rubber is achieved by granulators, hammermills, or fine grinding machines. Granulators typically produce particles that are regularly shaped and cubical with a comparatively low-surface area. The steel belt fragments are removed by a magnetic separator.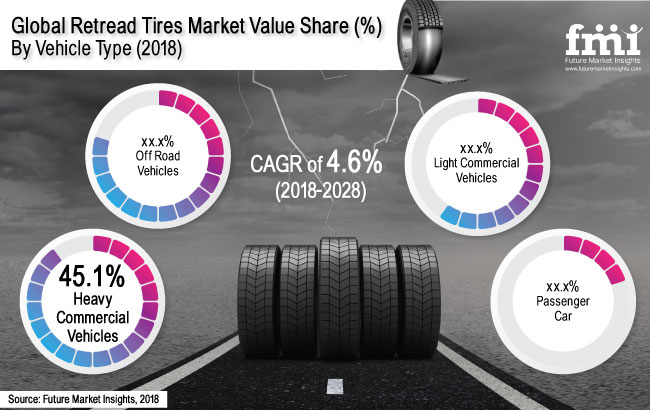 Fiberglass belts or fibers are separated from the finer rubber particles, usually by an air separator. Ground rubber particles are subjected to a dual cycle of magnetic separation, then screened and recovered in various size fractions.(4)
Fiberglass belts or fibers are separated from the finer rubber particles, usually by an air separator. Ground rubber particles are subjected to a dual cycle of magnetic separation, then screened and recovered in various size fractions.(4)
Crumb Rubber
Crumb rubber usually consists of particles ranging in size from 4.75 mm (No. 4 sieve) to less than 0.075 mm (No. 200 sieve). Most processes that incorporate crumb rubber as an asphalt modifier use particles ranging in size from 0.6 mm to 0.15 mm (No. 30 to No. 100 sieve).
Three methods are currently used to convert scrap tires to crumb rubber. The crackermill process is the most commonly used method. The crackermill process tears apart or reduces the size of tire rubber by passing the material between rotating corrugated steel drums. This process creates an irregularly shaped torn particle with a large surface area. These particles range in size from approximately 5 mm to 0. 5 mm (No. 4 to No. 40 sieve) and are commonly referred to as ground crumb rubber. The second method is the granulator process, which shears apart the rubber with revolving steel plates that pass at close tolerance, producing granulated crumb rubber particles, ranging in size from 9.5 mm (3/8 in) to 0.5 mm (No. 40 sieve). The third process is the micro-mill process, which produces a very fine ground crumb rubber in the size range from 0.5 mm (No. 40 sieve) to as small as 0.075 mm (No. 200 sieve).
(4)
5 mm (No. 4 to No. 40 sieve) and are commonly referred to as ground crumb rubber. The second method is the granulator process, which shears apart the rubber with revolving steel plates that pass at close tolerance, producing granulated crumb rubber particles, ranging in size from 9.5 mm (3/8 in) to 0.5 mm (No. 40 sieve). The third process is the micro-mill process, which produces a very fine ground crumb rubber in the size range from 0.5 mm (No. 40 sieve) to as small as 0.075 mm (No. 200 sieve).
(4)
In some cases, cryogenic techniques are also used for size reduction. Essentially, this involves using liquid nitrogen to reduce the temperature of the rubber particles to minus 87oC (-125oF), making the particles quite brittle and easy to shatter into small particles. This technique is sometimes used before final grinding.(5)
Additional information on the production and use of scrap tire products can be obtained from:
Scrap Tire Management Council
1400 K Street, N. W.
W.
Washington, D.C. 20005
CURRENT MANAGEMENT OPTIONS
Recycling
About 7 percent of the 250 million scrap tires generated annually are exported to foreign countries, 8 percent are recycled into new products, and roughly 40 percent are used as tire-derived fuel, either in whole or chipped form.(1)
Currently, the largest single use for scrap tires is as a fuel in power plants, cement plants, pulp and paper mill boilers, utility boilers, and other industrial boilers. At least 100 million scrap tires were used in 1994 as an alternative fuel either in whole or chipped form.(1)
At least 9 million scrap tires are processed into ground rubber annually. Ground tire rubber is used in rubber products (such as floor mats, carpet padding, and vehicle mud guards), plastic products, and as a fine aggregate addition (dry process) in asphalt friction courses. Crumb rubber has been used as an asphalt binder modifier (wet process) in hot mix asphalt pavements.(1)
Crumb rubber has been used as an asphalt binder modifier (wet process) in hot mix asphalt pavements.(1)
As previously noted, of the roughly 30 million tires that are not discarded each year, most go to retreaders, who retread about one-third of the tires received. Automobile and truck tires that are retreaded are sold and returned to the marketplace. Currently there are roughly 1,500 retreaders operating in the United States, but the number is shrinking because there is a decline in the market for passenger car retreads. The truck tire retread business is increasing and truck tires can be retreaded three to seven times before they have to be discarded.(1)
Disposal
Approximately 45 percent of the 250 million tires generated annually are disposed of in landfills, stockpiles, or illegal dumps.
As of 1994, at least 48 states have some type of legislation related to landfilling of tires, including 9 states that ban all tires from landfills. There are 16 states in which whole tires are banned from landfills. Thirteen other states require that tires be cut in order to be accepted at landfills.(6)
There are 16 states in which whole tires are banned from landfills. Thirteen other states require that tires be cut in order to be accepted at landfills.(6)
MARKET SOURCES
About 80 percent of all scrap tires are handled by retail tire vendors. The remaining 20 percent are handled by auto dismantlers. These two industrial groups, while not the generators of scrap tires, collect and store tires until they are picked up by transporters, sometimes referred to as "tire jockeys". These transporters take the tires to retreaders, reclaimers, and grinders or slitters or to tire disposal sites (landfills, tire stockpiles, or illegal dumps).(1)
Figure 16-1 presents a graphical overview of the scrap tire industry.
Figure 16-1. Overview of the scrap tire industry.
Since tires are combustible, tire storage sites can be potential fire hazards. Care must be taken to safeguard against carelessness or accidental ignition, which can occur at tire storage facilities.(7)
Care must be taken to safeguard against carelessness or accidental ignition, which can occur at tire storage facilities.(7)
Tire shreds or chips would normally be available from tire shredder operators. Ground rubber or crumb rubber would normally be available from scrap tire processors There are probably 100 or more tire shredders in the United States, but there are only about 15 to 20 scrap tire processors.
HIGHWAY USES AND PROCESSING REQUIREMENTS
Embankment Construction - Shredded or Chipped Tires
Shredded or chipped tires have been used as a lightweight fill material for construction of embankments. However, recent combustion problems at three locations have prompted a reevaluation of design techniques when shredded or chipped tires are used in embankment construction.(7)
Aggregate Substitute - Ground Rubber
Ground rubber has been used as a fine aggregate substitute in asphalt pavements. In this process, ground rubber particles are added into the hot mix as a fine aggregate in a gap-graded friction course type of mixture. This process, commonly referred to as the dry process, typically uses ground rubber particles ranging from approximately 6.4 mm (1/4 in) down to 0.85 mm (No. 20 sieve).(4) Asphalt mixes in which ground rubber particles are added as a portion of the fine aggregate are referred to as rubberized asphalt.
In this process, ground rubber particles are added into the hot mix as a fine aggregate in a gap-graded friction course type of mixture. This process, commonly referred to as the dry process, typically uses ground rubber particles ranging from approximately 6.4 mm (1/4 in) down to 0.85 mm (No. 20 sieve).(4) Asphalt mixes in which ground rubber particles are added as a portion of the fine aggregate are referred to as rubberized asphalt.
Asphalt Modifier - Crumb Rubber
Crumb rubber can be used to modify the asphalt binder (e.g., increase its viscosity) in a process in which the rubber is blended with asphalt binder (usually in the range of 18 to 25 percent rubber). This process, commonly referred to as the wet process, blends and partially reacts crumb rubber with asphalt cement at high temperatures to produce a rubberized asphalt binder. Most of the wet processes require crumb rubber particles between 0.6 mm (No. 30 sieve) and 0.15 mm (No. 100 sieve) in size. The modified binder is commonly referred to as asphalt-rubber.
100 sieve) in size. The modified binder is commonly referred to as asphalt-rubber.
Asphalt-rubber binders are used primarily in hot mix asphalt paving, but are also used in seal coat applications as a stress absorbing membrane (SAM), a stress absorbing membrane interlayer (SAMI), or as a membrane sealant without any aggregate.
Retaining Walls - Whole and Slit Tires
Although not a direct highway application, whole tires have been used to construct retaining walls. They have also been used to stabilize roadside shoulder areas and provide channel slope protection. For each application, whole tires are stacked vertically on top of each other. Adjacent tires are then clipped together horizontally and metal posts are driven vertically through the tire openings and anchored into the underlying earth as necessary to provide lateral support and prevent later displacement. Each layer of tires is filled with compacted earth backfill.(8) This type of retaining wall construction was initially performed in California.
Slit scrap tires can be used as reinforcement in embankments and tied-back anchor retaining walls. By placing tire sidewalls in interconnected strips or mats and taking advantage of the extremely high tensile strength of the sidewalls, embankments can be stabilized in accordance with the reinforced earth principles. Sidewalls are held together by means of metal clips when reinforcing embankments, or by a cross-arm anchor bar assembly when used to anchor retaining walls.(8)
MATERIAL PROPERTIES
Physical Properties
Shredded Tires
Tire shreds are basically flat, irregularly shaped tire chunks with jagged edges that may or may not contain protruding, sharp pieces of metal, which are parts of steel belts or beads. As previously noted, the size of tire shreds may range from as large as 460 mm (18 in) to as small as 25 mm (1 in), with most particles within the 100 mm (4 in) to 200 mm (8 in) range. The average loose density of tire shreds varies according to the size of the shreds, but can be expected to be between 390 kg/m3 (24 lb/ft3) to 535 kg/m3 (33 lb/ft3). The average compacted density ranges from 650 kg/m3 (40 lb/ft3) to 840 kg/m3 (52 lb/ft3).(3)
The average loose density of tire shreds varies according to the size of the shreds, but can be expected to be between 390 kg/m3 (24 lb/ft3) to 535 kg/m3 (33 lb/ft3). The average compacted density ranges from 650 kg/m3 (40 lb/ft3) to 840 kg/m3 (52 lb/ft3).(3)
Tire Chips
Tire chips are more finely and uniformly sized than tire shreds, ranging from 76 mm (3 in) down to approximately 13 mm (1/2 in) in size. Although the size of tire chips, like tire shreds, varies with the make and condition of the processing equipment, nearly all tire chip particles can be gravel sized. The loose density of tire chips can be expected to range from 320 kg/m3 (20 lb/ft3) to 490 kg/m3 (30 lb/ft3). The compacted density of tire chips probably ranges from 570 kg/m3 (35 lb/ft3) to 730 kg/m3 (45 lb/ft3). (9) Tire chips have absorption values that range from 2.0 to 3.8 percent.(10)
(9) Tire chips have absorption values that range from 2.0 to 3.8 percent.(10)
Ground Rubber
Ground rubber particles are intermediate in size between tire chips and crumb rubber. The particle sizing of ground rubber ranges from 9.5 mm (3/8 in) to 0.85 mm (No. 20 sieve).
Crumb Rubber
Crumb rubber used in hot mix asphalt normally has 100 percent of the particles finer than 4.75 mm (No. 4 sieve). Although the majority of the particles used in the wet process are sized within the 1.2 mm (No. 16 sieve) to 0.42 mm (No. 40 sieve) range, some crumb rubber particles may be as fine as 0.075 mm (No. 200 sieve). The specific gravity of crumb rubber is approximately 1.15, and the product must be free of fabric, wire, or other contaminants.(4)
Chemical Properties
Tire chips and tire shreds are nonreactive under normal environmental conditions. The principal chemical component of tires is a blend of natural and synthetic rubber, but additional components include carbon black, sulfur, polymers, oil, paraffins, pigments, fabrics, and bead or belt materials. (2)
(2)
Mechanical Properties
Limited data are available on the shear strength of tire chips, while little or no such data are available on the shear strength of tire shreds. The wide variation in shred size makes it difficult, if not virtually impossible, to find a large enough apparatus to perform a meaningful shear test. Although the shear strength characteristics of tire chips vary according to the size and shape of the chips, internal friction angles were found to range from 19o to 26o, while cohesion values ranged from 4.3 kPa (90 lb/ft2) to 11.5 kPa (90 to 240 lb/ft2). Tire chips have a permeability coefficient ranging from 1.5 to 15 cm/sec.(10)
Other Properties
Scrap tires have a heating value ranging from 28,000 kJ/kg (12,000 Btu/lb) to 35,000 kJ/kg (15,000 Btu/lb).(2) As a result, given appropriate conditions, scrap tire combustion is possible and must be considered in any application.
Tire chips can also be expected to exhibit high insulating properties. If tire chips are used as a fill material in subgrade applications, reduced depth of frost penetration compared with that of granular soil can be expected.(11)
REFERENCES
Scrap Tire Management Council. Scrap Tire Use/Disposal Study 199 Update, Washington, DC, February, 1995.
Schnormeier, Russell. "Recycled Tire Rubber in Asphalt," Presented at the 71st Annual Meeting of the Transportation Research Board, Washington, DC, 1992.
Read, J., T. Dodson and J. Thomas. Experimental Project - Use of Shredded Tires for Lightweight Fill, Oregon Department of Transportation, Post-Construction Report for Project No. DTFH-71-90-501-OR-11, Salem, Oregon, 1991.
Heitzman, Michael, "Design and Construction of Asphalt Paving Materials with Crumb Rubber," Transportation Research Record No. 1339, Transportation Research Board, Washington, DC, 1992.
1339, Transportation Research Board, Washington, DC, 1992.
Spencer, Robert. "New Approaches to Recycling Tires," Biocycle, March 1991.
Epps, Jon A. Use of Recycled Rubber Tires in Highways, National Cooperative Highway Research Program Synthesis of Highway Practice 198, Washington, DC, 1994.
Humphrey, Dana N. Investigation of Exothermic Reaction in Tire Shred Fill Located on SR100 in Ilwaco, Washington, Prepared for the Federal Highway Administration, March 22, 1996.
Forsyth, Raymond A. and Joseph P. Eagan, Jr. "Use of Waste Materials in Embankment Construction," Transportation Research Record No. 593, Transportation Research Board, Washington, DC, 1976, pp. 3-8.
Bosscher, Peter J., Tuncer B. Edil, and Neil N. Eldin. "Construction and Performance of a Shredded Waste Tire Test Embankment," Presented at the 71st Annual Meeting of the Transportation Research Board, Washington, DC, January 1992.
Humphrey, Dana. N., T. C. Sandford, M. M. Cribbs, and W. P. Manion. "Shear Strength and Compressibility of Tire Chips for Use as Retaining Wall Backfill," Presented at the 72nd Annual Meeting of the Transportation Research Board, Washington, DC, January 1993.
Humphrey, Dana N. and Robert A. Eaton. "Tire Chips as Subgrade Insulation - Field Trial," Proceedings of the Symposium on Recovery and Effective Reuse of Discarded Materials and By-Products for Construction of Highway Facilities, Federal Highway Administration, Denver, Colorado, October, 1993.
| [ Asphalt Concrete (Wet Process) ] | [ Asphalt Concrete (Dry Process) ] | [ Embankment or Fill ] |
Previous | Table of Contents | Next
Every year, the Michelin tire company gathers the smartest minds in transportation for Movin’On, three days of panels, presentations, and people wearing lanyard ID tags. It’s a tire convention—and it’s fascinating. This year, engineers at Michelin showed off a plan to make new tires from 80 percent renewable materials like wood, straw, or beets (seriously).
It’s a tire convention—and it’s fascinating. This year, engineers at Michelin showed off a plan to make new tires from 80 percent renewable materials like wood, straw, or beets (seriously).
Each year, automobiles produce 246 million waste tires in the United States alone.
Why does Michelin spend more than $800 million a year researching sustainability so it can make tires out of root vegetables? Because the modern tire—more specifically, its disposal—is a filthy business. Each year, automobiles produce 246 million waste tires in the United States alone. How to reduce that astonishing number is a challenge so pressing that it has created its own industry dedicated to recycling efficiency.
Peter Macdiarmid//Getty Images
Michelin
Michelin’s concept tire is 3D-printed, renewable, biodegradable, and airless. Drivers would pull into a docking station and have the treads reshaped according to road conditions.
This appears in the September 2018 issue. Want more Popular Mechanics? Get Instant Access!
Roy BerendsohnSenior Home Editor
Roy Berendsohn has worked for more than 25 years at Popular Mechanics, where he has written on carpentry, masonry, painting, plumbing, electrical, woodworking, blacksmithing, welding, lawn care, chainsaw use, and outdoor power equipment. When he’s not working on his own house, he volunteers with Sovereign Grace Church doing home repair for families in rural, suburban and urban locations throughout central and southern New Jersey.
When he’s not working on his own house, he volunteers with Sovereign Grace Church doing home repair for families in rural, suburban and urban locations throughout central and southern New Jersey.
The article analyzes the problematic issue of the disposal and recycling of used car tires, as well as other rubber products that are out of service. An analysis and review of methods and technologies for recycling car tires is presented.
Keywords: car tire, recycling, tire wear
One of the most serious problems of our time is the processing and disposal of various waste. Millions of tons, which are annually taken to landfills, surround large industrial cities from all sides. The mass of secondary resources, the processing of which would significantly reduce the cost of manufacturing various products, decomposes in landfills for years, causing harm to the environment. One such problem is the recycling of car tires. These useless tires contain sulfur oxides and various zinc compounds and other harmful substances that are released from rubber during combustion. Now in the world practice, the latest developments on the problem of recycling used car tires are being actively carried out. And although in recent years significant steps have been taken to introduce advanced scientific technologies for tire recycling, and points for the collection of used tires are being created, this issue is still very acute. Existing enterprises, where worn-out tires are converted into high-quality raw materials, are not able to fully cope with the huge mass of such material.
One such problem is the recycling of car tires. These useless tires contain sulfur oxides and various zinc compounds and other harmful substances that are released from rubber during combustion. Now in the world practice, the latest developments on the problem of recycling used car tires are being actively carried out. And although in recent years significant steps have been taken to introduce advanced scientific technologies for tire recycling, and points for the collection of used tires are being created, this issue is still very acute. Existing enterprises, where worn-out tires are converted into high-quality raw materials, are not able to fully cope with the huge mass of such material.
The number of cars is steadily growing, and with them the amount of waste rubber, which makes world leaders seriously think about the problem of recycling and recycling this type of waste. In Europe alone, more than 2 million tons of used tires are thrown into landfill every year. Unfortunately, about 10% of tires are disposed of by shredding, 20% goes as a fuel material [3, p. 699]. In Russia, this issue is even more acute. According to the research institute of the tire industry, the problem of used tires in our country has reached a fairly wide scale: about 1 million tons are put out of service every year, and up to 60 thousand tons of used tires are formed every year in Moscow alone. At the same time, only an insignificant fraction of this material is processed at specialized enterprises - less than 17%. Up to 20% of used tires are incinerated. The thing is that a fairly small number of enterprises are involved in the recycling of tires: from an economic point of view, a tire recycling plant is not a very profitable investment. At the same time, the vast majority of Russian enterprises for the processing of used tires are low-capacity.
699]. In Russia, this issue is even more acute. According to the research institute of the tire industry, the problem of used tires in our country has reached a fairly wide scale: about 1 million tons are put out of service every year, and up to 60 thousand tons of used tires are formed every year in Moscow alone. At the same time, only an insignificant fraction of this material is processed at specialized enterprises - less than 17%. Up to 20% of used tires are incinerated. The thing is that a fairly small number of enterprises are involved in the recycling of tires: from an economic point of view, a tire recycling plant is not a very profitable investment. At the same time, the vast majority of Russian enterprises for the processing of used tires are low-capacity.
Worn-out tires are a powerful source of pollution to our atmosphere and not only do car tires fail to decompose naturally; tires are not fireproof, and when ignited, they release harmful carcinogens into the air. The high environmental hazard of used tires is due, on the one hand, to the toxic properties of the materials from which they are made, and on the other hand, to the properties of more than a hundred chemicals that are released into the environment during the operation, maintenance, repair and storage of tires [3]. The decomposition products of rubbers (monomers), reactive and toxic chemical compounds (aromatic hydrocarbons - benzene, xylene, styrene, toluene), precursors of carcinogens (aliphatic amines), carcinogens (carbon disulfide, formaldehyde, phenols) are released in the largest quantities. Compounds of chlorine, sulfur and nitrogen, metal oxides also enter the air. However, you can also find positive aspects in used tires - this is a set of materials useful for recycling: metal, rubber, and also textile cord.
The high environmental hazard of used tires is due, on the one hand, to the toxic properties of the materials from which they are made, and on the other hand, to the properties of more than a hundred chemicals that are released into the environment during the operation, maintenance, repair and storage of tires [3]. The decomposition products of rubbers (monomers), reactive and toxic chemical compounds (aromatic hydrocarbons - benzene, xylene, styrene, toluene), precursors of carcinogens (aliphatic amines), carcinogens (carbon disulfide, formaldehyde, phenols) are released in the largest quantities. Compounds of chlorine, sulfur and nitrogen, metal oxides also enter the air. However, you can also find positive aspects in used tires - this is a set of materials useful for recycling: metal, rubber, and also textile cord.
Today, the problem with used tires is very relevant, because the recycling of this seemingly “garbage” carries a great environmental and economic potential. For quite a long time, the world's leading companies have been developing and researching in the field of waste tire recycling. Today, technologies are available to us that allow us to obtain energy from tires (by burning them) and crushed powder for further use, for example, for the construction of roads.
Today, technologies are available to us that allow us to obtain energy from tires (by burning them) and crushed powder for further use, for example, for the construction of roads.
The purpose of this study is to solve the problem with the disposal and recycling of used car tires in Russian tires, as well as possible methods to achieve this goal.
In the Russian Federation, the main regulatory legal act regulating the area under consideration is the Federal Law on Environmental Protection dated January 10, 2002 No. 7-FZ (Article 52) [1]. At the end of 2008, changes were made to the Russian legislation on environmental protection, which led to an increase in penalties not only for officials, but for individual entrepreneurs and organizations.
The removal of the bulk of used car tires to landfills, including those that form spontaneously, leads to negative consequences, including an unfavorable environmental situation in the areas of landfills, the release of toxic substances during ignition, inefficient use of resources, violation of international environmental standards. This state of affairs is due to the lack of an organized collection of tire waste. More than half of the worn tires are produced in the private sector (mostly radial tires with steel cord). At the same time, an ordinary car user is not ready to bear the costs of transporting tires to a collection point and their further disposal. Processing enterprises operating in Russia mainly work with raw materials that come from industrial companies. The situation is aggravated by the fact that the quality of used tires must comply with GOST 8407–89“The raw material is secondary, rubber. Tires and tire chambers” [2].
This state of affairs is due to the lack of an organized collection of tire waste. More than half of the worn tires are produced in the private sector (mostly radial tires with steel cord). At the same time, an ordinary car user is not ready to bear the costs of transporting tires to a collection point and their further disposal. Processing enterprises operating in Russia mainly work with raw materials that come from industrial companies. The situation is aggravated by the fact that the quality of used tires must comply with GOST 8407–89“The raw material is secondary, rubber. Tires and tire chambers” [2].
Depending on the nature of the changes that occur with rubber, the existing technologies for recycling used tires can be divided into five groups: the use of whole tires for various purposes; burning waste tires to generate energy; grinding tires to obtain crumb rubber and powder; production of reclaimed industrial material; tire pyrolysis. In the former USSR, developments were carried out regarding the recycling of car tires, because it was then that engineers invented and implemented a number of installations that could recycle worn tires, though only with a textile cord. Under 19For 90 years, more than 10 plants for the production of reclaimed waste tires have been operating, and each plant has a grinding line. For the processing of tires, the technology of grinding at positive temperatures on roller and mill equipment was used.
Under 19For 90 years, more than 10 plants for the production of reclaimed waste tires have been operating, and each plant has a grinding line. For the processing of tires, the technology of grinding at positive temperatures on roller and mill equipment was used.
The most popular way of recycling car tires in modern Russia is mechanical crushing, which is used by 19 enterprises operating in our country. Alternative disposal methods are used by CJSC Tire Processing Plant No. 1 (cryogenic crushing) and LLC Ecoinvest-Group (barrage crushing). About 60% of tire recycling in Russia is accounted for by the Volga Tire Repair Plant, Chekhov Recycling Plant, KCT Ecology, and Tire Recycling Plant No. 1 [5].
The main way to handle used tires is to incinerate them. A significantly smaller proportion of tires are processed by pyrolysis or mechanical processing, which are costly. Pyrolysis of scrap tires is complicated by the fact that rubbers are poor heat conductors and the degradation of macromolecules requires significant amounts of energy. The most common pyrolysis method is the rotary kiln, in which the waste must be held for 20 minutes or more. The presence of large temperature gradients inside rotary kilns leads to a diverse set of substances.
Most incineration processes take place unauthorized - by citizens or organizations to get rid of waste or to generate heat (energy). Businesses that burn waste tires legally often do not have the proper resources to provide the required levels of gas emission treatment. In addition, as already noted, a significant proportion of tires end up in landfills, where self-ignition often occurs.
To build a socially responsible production for the recycling of car tires in Russia, it is advisable to refer to the European experience: the European tire industry is aimed at providing assistance and assistance in the issue of environmentally and economically beneficial recycling of products that go for recycling. The industry continues to promote the development of appropriate markets for tire recycling, provide technical and policy information on tire recycling, and advocate for legislative and regulatory frameworks that support these goals.
Worn-out tires are used to build artificial reefs that can become a habitat for various marine organisms. Firm "Guder", for example, not far from the coast of Australia was built such a reef. It took 15 thousand tires to mount it. In Germany, up to 200 spawning grounds for fish have been created in this way [3, p. 700]. Waste tires serve as protection against mudflows and soil collapses - for this, the slopes are covered with tires, covered with soil and sown with grass. The latest development of the German company "Organic" is the latest technology for the construction of soundproof barriers on highways. One of the sides is cut out in the tires, then these sides are connected and filled with soil. As a result, an inclined descent is formed, which can be landscaped. At the same time, the design serves as another means of safety.
The burning of waste tires is perceived quite ambiguously by representatives of the environment. As a result of burning tires, sulfur oxide is released, as well as some zinc compounds. A striking example of burning a large number of used tires is a serious fire that occurred in one warehouse in Canada (14 million tires). Experts found some carcinogenic substances and some harmful dioxin in the smoke above the fire. It should be noted that the fire was extinguished for 17 days. As a result of the release of toxic fumes, the population had to be evacuated.
However, scientists note that the products of burning tires in furnaces may not pollute the atmosphere and technically there are no problems in organizing the complete and safe combustion of tires in existing furnaces, it is only necessary to equip the furnaces with special emission filters. However, the construction of furnaces and treatment facilities for trapping harmful gases and heavy metal compounds requires serious material costs. There is information that the use of tires as fuel requires about 20-25 or even 30-35 US dollars per ton. This type of tire burning is not very promising, also from an energy point of view: taking into account the efficiency, when burning a small tire, the amount of energy is approximately equal to that obtained from burning 3 liters of oil. According to energy companies, the energy accumulated in the tire is equal to the energy obtained by burning 27 ... 30 liters of oil (21 liters are spent on the production of raw materials and 6 liters on the processing process) [3, p.702].
According to energy companies, the energy accumulated in the tire is equal to the energy obtained by burning 27 ... 30 liters of oil (21 liters are spent on the production of raw materials and 6 liters on the processing process) [3, p.702].
It should be said that the main impetus for the development of a waste tire management system in Europe was the ban on landfills in connection with the development of a waste management policy at the national level. Tire manufacturers are also facing increasing pressure from the general public to protect the environment, as well as from other stakeholders, who have focused their attention on unauthorized dumps. For all these reasons, it is in the interest of the tire industry to be proactive and responsible for the recycling of used tires.
Today, within the European Union, there are three different systems for managing the disposal of used tires: producer responsibility, tax system, liberal system (free market). Some countries are currently in the process of transitioning from one system to another.
Considering the experience of the European Union in solving the problem of recycling, in Russia, in our opinion, the following public-private measures should be initiated: a ban on the export of tires to landfills, ensuring the environmental safety of the entire chain of the recycling process, and promoting an efficient and sustainable economic solution in the field of tire production.
Now all over the world, an urgent problem is the processing of worn-out automobile tires. Today, only about 20% of all tires are recycled. Therefore, finding ways to recycle old tires is a planetary problem. Every year in Russia, about 1 million tires reach the end of their service life. This figure is growing in proportion to the growth of the country's car fleet. Domestic recycling companies cover only about 17% of this volume of tires that end up in city dumps.
However, along with purely fiscal measures to combat old tires in Russia, it is also worthwhile at the legislative level to promote the creation of an Association of Recyclers, to ban the export of tires to landfills and to comprehensively promote the construction of new recycling enterprises.
Among the indicated areas of tire recycling, we believe that it is the production of rubber crumb and powder from waste tires that is a promising direction for recycling, since this does not lead to secondary environmental pollution such as pyrolysis and combustion, on the one hand, and also makes it possible to obtain valuable rubber-containing components in different from other methods.
The actual service life of asphalt concrete pavements in conditions of heavy traffic in many cases is no more than 4–5 years, and often 2–3 years. Such short service life of coatings force road organizations to carry out multiple repairs during the operation of the road, to spend significant material, labor and financial resources not on the development of the road network and the construction of new roads, but on maintaining the necessary transport and operational indicators of those that already exist. Extending the service life of asphalt concrete pavements by improving the quality of bitumen will significantly reduce repair costs and free up hundreds of millions of money to improve the condition of the road network as a whole.
Literature:
Basic terms (automatically generated) : tire, Russia, environment, tire recycling, recycling, enterprise, landfill, side, disposal, tire recycling.
A huge number of car tires are simply thrown away every year. Therefore, more than one way to reuse them has now been developed. They are used to make paving, landscape design elements, equipment for sports exercises, and even build houses. In addition, they make good furniture. Depending on the finish, it can serve both for home and for giving. So, in the latter case, it is important that atmospheric precipitation is not terrible for such furniture, and also that it is not cold to sit on it even in winter.
When making any piece of furniture, car tires must be thoroughly washed, dried and degreased with alcohol, acetone or any solvent. If tires are painted, then alkyd, acrylic or special rubber paint is used for this. Also on sale is the so-called velvet paint, which gives an interesting velvety effect.
Tires are mainly used to make seating furniture, as well as various tables. So, to create the simplest chair, you will need two tires and 15 minutes of time. Make two cuts in one of the tires and insert the other into these cuts until it stops. The chair is ready!
Make two cuts in one of the tires and insert the other into these cuts until it stops. The chair is ready!
Another simple version of the chair made of three tires. One tire is used as a base. The other two need to be cut into pieces and attached to the base and back with bolts and nuts. It would seem an elementary invention! And it was presented at the Lithuanian exhibition REFUNC Manta Lesauskas in 2007, where it received well-deserved approval.
Let's move on. We take four old tires, two old pillows (or a piece of foam rubber) and a tape rope (belt). Tires need to be tied together with a ribbon rope. Then we fill the center of the tires with pillows or pieces of foam rubber wrapped in cloth. You can attach wheels to the tires.
Another way to create a comfortable chair out of tires. It needs two to three tires (depending on the desired height), one or two sheets of plastic or plywood and a thick rope. First, a slot is made in each tire: a plywood or plastic back will be inserted into it. For the stability of the back, the slot should be narrow. The tires are stacked on top of each other, and the backrest is inserted into them. It is better to additionally fix the back: drill holes in the back and tires with a drill, and then fasten them with thick wire or bolts with nuts. To fasten, you pass your hand through the center of the stack of tires (this is easier to do with two people). At the end, you should wrap the base of the chair with foam rubber.
For the stability of the back, the slot should be narrow. The tires are stacked on top of each other, and the backrest is inserted into them. It is better to additionally fix the back: drill holes in the back and tires with a drill, and then fasten them with thick wire or bolts with nuts. To fasten, you pass your hand through the center of the stack of tires (this is easier to do with two people). At the end, you should wrap the base of the chair with foam rubber.
A removable cover can be sewn onto the chair. And one of the options for finishing such a chair is with a rope. It is more effective if you make a “pigtail” out of two ropes. The rope can be glued to the tires or sewn into an original braided cover. If you glue, you can use both regular and hot melt adhesive. After gluing, do not use the chair during the day: polymerization must take place. When creating a cover, wrap the entire chair with a rope, while fastening each subsequent circle of rope with the previous one.