03-03-2009 #1
Preheat to 350 , syncrowave set to AC- balance 7, A356 filler, postheat to 350, open oven and let cool.Attached Images![]()
Reply With Quote
03-03-2009 #2
Nice work castweld.
Reply With Quote
03-03-2009 #3
looks good
OLLIE
Reply With Quote
03-03-2009 #4
VERY nice workmanship
Co-Own CNC shop:Miller :1251 plasma cutter, MaxStar 700 TIG/Stick, & XMT 456 Multiprocess Welder.
& 2 Hypertherm HPR260's Plasma Cutter
Sorry I had a bad stroke but now I am back.
Reply With Quote
03-03-2009 #5
nice work
Reply With Quote
03-04-2009 #6
It appears that the internal threads are demolished.
What was done to rectify the threads, presumably to fit and gage the stock head stud?
Blackbird
Reply With Quote
03-04-2009 #7
No, don't fix it, that's one less ATV I'll have to deal with on the trails.
Reply With Quote
03-04-2009 #8
Originally Posted by dave powelson
It appears that the internal threads are demolished.

What was done to rectify the threads, presumably to fit and gage the stock head stud?
Yes the threads were gauled, then it looks like the threads were crossed and the interference caused the break.
To repair I drilled the hole and then tapped and installed a thread repair insert which made the hole the origional size (9x1.25mm). The repair kit was made by TimeSert.
Reply With Quote
03-04-2009 #9
Aluminum blocksIf the overheating doesn't ruin 'em, fasteners will
Great repair job
"Any day above ground is a good day"
http://www.
farmersamm.com/
Reply With Quote
03-04-2009 #10
cast
When you preheated, did you use a heat marker or how did you tell when the cylinder was hot enough??
Reply With Quote
03-04-2009 #11
Very Nice!Too bad my own recent drama with cast aluminum didn't turn out for me.

MM350P/Python/Q300
MM175/Q300
DialarcHF
HTP MIG200
PowCon300SM
Hypertherm380
ThermalArc185
Purox oa
F350CrewCab4x4
LoadNGo utilitybed
Bobcat250
XMT304/Optima/Spoolmatic
Suitcase12RC/Q300
Suitcase8RC/Q400
Passport/Q300
Smith op
Reply With Quote
03-04-2009 #12
Originally Posted by castweld
Preheat to 350 , syncrowave set to AC- balance 7, A356 filler, postheat to 350, open oven and let cool.
Thanks for your response on the thread restoration.
Question #2----you're using A356 filler rod---IOW---the same
filler as the parent casting??Question #3--if this is the case, where does one obtain such filler rod?
Blackbird
Reply With Quote
03-04-2009 #13
What size Syncrowave? That's a very distinct bead (and pretty), did you use a pulser to do that? Or did you use a lot of pedal action? What color and diameter tungsten? The next comment is coming from a hobby weldor, not meant to question you: never heard of A356 filler.But it Googles right on top. It's always been a 4 digit alloy, 1100, 4043, 5356. I thought you typo'd 5356 and wondered how it could handle the elevated temperatures.
Edit: Glad you two addressed the threads. I was almost aware there might be an issue.
Edit 2: Dave beat my post.
Last edited by Craig in Denver; 03-04-2009 at 10:24 PM.
9-11-2001......We Will Never Forget
Retired desk jockey.
Hobby weldor with a little training.
Craftsman O/A---Flat, Vert, Ovhd, Horz.
Miller Syncrowave 250
Reply With Quote
03-04-2009 #14
When I do something like that I put a new Grade 8.8 or higher bolt in and then tig weld with bolt in place. Later I gently tap on the bolt then move it a bit in both directions then remove the bolt and use a tap to chase out the hole. Work fine about 95% of the time otherwise I have to insert a helicoil which is something I try to stay away from using.
Co-Own CNC shop:Miller :1251 plasma cutter, MaxStar 700 TIG/Stick, & XMT 456 Multiprocess Welder.& 2 Hypertherm HPR260's Plasma Cutter
Sorry I had a bad stroke but now I am back.
Reply With Quote
03-05-2009 #15
Originally Posted by Ag Specialties
cast
The oven I use is dig temp control, I doublecheck with IR thermometer.
When you preheated, did you use a heat marker or how did you tell when the cylinder was hot enough??
Reply With Quote
03-05-2009 #16
Originally Posted by dave powelson
Thanks for your response on the thread restoration.

Question #2----you're using A356 filler rod---IOW---the same
filler as the parent casting??Question #3--if this is the case, where does one obtain such filler rod?
A356 is used in most engine castings, no one stocked this in my area so I ordered from Welders Eq (my local welding supplier)
Reply With Quote
03-05-2009 #17
Originally Posted by Craig in Denver
What size Syncrowave? That's a very distinct bead (and pretty), did you use a pulser to do that? Or did you use a lot of pedal action? What color and diameter tungsten? The next comment is coming from a hobby weldor, not meant to question you: never heard of A356 filler.
But it Googles right on top. It's always been a 4 digit alloy, 1100, 4043, 5356. I thought you typo'd 5356 and wondered how it could handle the elevated temperatures.
Edit: Glad you two addressed the threads. I was almost aware there might be an issue.
Syncrowave=250
Edit 2: Dave beat my post.older model no pulse
3/32 red guess you know that you can not use thor! Itl work ok if you do not get close to max amps for size, I usually use lanth gold but I was out. It works better.
A356 runs 40-50 bucs per lb and is special order for me. It works well, second choice on engine castings 4043, some like 5356 an I have used in past but had problems with porosity (bad pressure test in water jackets) I gouged welds an reweld with either A356 0r 4043 to correct problems- dont use on castings anymore.Havnt had problems welding in combustion chambers or exhaust ports.
Reply With Quote
03-05-2009 #18
Okay!Found what Craig found on Google:
Universal Wire Works is a supplier of the below:
http://www.
uniwire.net/
AMS 4181
Which---- is A356 filler rod.
(Using this as opposed to 4043, or 5356 alum., would offer direct compatibility to the casting.
A while back, there was a nasty debate about using these other two on castings and we
don't want to visit that again.)Castweld--thank you, for letting me know, there is a directly compatible filler to use.
Blackbird
Reply With Quote
03-05-2009 #19
Originally Posted by specter
When I do something like that I put a new Grade 8.
I never tried welding around a steel bolt in auuminum, I guess i need too. I had no problems with this weld because all parts were there. When I have only part of the hole I lay a carbon rod that is a size smaller than the threads in the hole and weld around. This usually traps the carbon and it has to be drilled out. Its soft and easy to drill. Then tap new threads.8 or higher bolt in and then tig weld with bolt in place. Later I gently tap on the bolt then move it a bit in both directions then remove the bolt and use a tap to chase out the hole. Work fine about 95% of the time otherwise I have to insert a helicoil which is something I try to stay away from using.
If needed I install all types of thread inserts, each case can require a different type. because this was a headbolt hole (high load) in aluminum I used a timesert because they offer different length inserts for same dia/pitch, I used the longest. I have in similar cases put a helicoil at bottom and stacked another on top, then cut off excess.
Peter
Reply With Quote
03-06-2009 #20
Do you repair magnesium water pump housings for older Honda dirt bikes? Mine looks like swiss cheese and I think the weight savings of magnesium have been negated by JB Weld.
Reply With Quote
03-06-2009 #21
The bit I have messes with cast aluminium 2 stroke parts, 5356 is not a good idea as the weld can fail once exposed to working engine temps. Liquid cooled is not likely as bad as air cooled.
Lincoln PT185 TIG
Lincoln 175 MIG
Lincoln 240 amp AC Stick
Lind Needle Arc plasma welder
Plasma cutter, soon???
Reply With Quote
03-06-2009 #22
Originally Posted by 76GMC1500
Do you repair magnesium water pump housings for older Honda dirt bikes? Mine looks like swiss cheese and I think the weight savings of magnesium have been negated by JB Weld.
I have repaired cast mag, but if your hsg is "swiss cheese" itl be a problem. You can not weld on it if it is oxidized through. Cut out bad area untill you hit clean metal and patch. Oh yea- pre heat and post heat!
Reply With Quote
« Previous Thread | Next Thread »
ATV Riders Forum > ATV Riders Mechanical Section > ATV Powertrain > welding a 400ex crankcase
PDA
View Full Version : welding a 400ex crankcase
420exJuggalo
10-05-2008, 07:34 PM
i have a 400ex bored to a 420, and i just got it back and running,and i noticed i had a verry slight leak from under the motor, i looked and found out it was right behind the front motor mount, and its just a hairline crack, i was wondering if i should find an aluminum welder or if i should j b weld , i would rather get it welded but im not shure if alum. can be welded, i dont like the sound of jb welding it because that just patches it really, not melting the alum particles together again like it never cracked, i noticed my box it came in had an indention on it like it had been droped , so i blame ups for that,becuse the motor didnt leak before i had it rebuilt and i think they would have noticed that when putting the gaskets back on it,besides im 100 % shure that it was damaged in transit by ups the marks on the box match that of the part on the bottom of the crankcase that is slightly cracked. damn ups!
can be welded, i dont like the sound of jb welding it because that just patches it really, not melting the alum particles together again like it never cracked, i noticed my box it came in had an indention on it like it had been droped , so i blame ups for that,becuse the motor didnt leak before i had it rebuilt and i think they would have noticed that when putting the gaskets back on it,besides im 100 % shure that it was damaged in transit by ups the marks on the box match that of the part on the bottom of the crankcase that is slightly cracked. damn ups!
rgorm2500
10-06-2008, 07:38 AM
anything can be welded if you know what you are doing. Put in a damage claim with UPS make them pay for the damage.:cool:
fx4pitrone
10-06-2008, 07:41 AM
UPS is insured for that stuff!! Put in a claim and get your money!
quad97
10-06-2008, 05:31 PM
It can be welded fairly easily by someone who knows what they are doing. The hardest part is getting the cast clean enough. It is best to have the case separated from the rest of the motor so that it can be welded inside and out, but not entirely necessary unless the crack extends to where the cases come together.
It is best to have the case separated from the rest of the motor so that it can be welded inside and out, but not entirely necessary unless the crack extends to where the cases come together.
420exJuggalo
10-06-2008, 07:36 PM
i have called ups and the shipper of my motor, that is in the works right now,but i really dont want to pull my motor,its been two months and now everything is back to normal, damnn this sux
10-06-2008, 09:18 PM
if someone else was paying I would get it welded or replaced professionally. If I was paying I would be breaking out the JB weld lol
exrider87
10-07-2008, 12:42 PM
My cousin had a craked case on his 300ex and we treid to JB weld it, but it didnt even last one ride. He later had it professionally welded and i think that would have worked except it burnt the gasket out where the two halves of the case meet. So I hate to tell ya but i think your best bet would be to seperate the case if you were going to have it welded. :(
:(
exrider87
10-07-2008, 12:42 PM
My cousin had a craked case on his 300ex and we treid to JB weld it, but it didnt even last one ride. He later had it professionally welded and i think that would have worked except it burnt the gasket out where the two halves of the case meet. So I hate to tell ya but i think your best bet would be to seperate the case if you were going to have it welded.:(
86 Quad R
10-07-2008, 05:10 PM
the right way to fix it is to have it welded up but, f you must use jb weld be sure to get the type that is formulated for aluminum. ;)
jeepthing07
10-14-2008, 07:54 PM
http://www.weld-aluminum.com/
420exJuggalo
10-18-2008, 07:28 PM
that pretty sweet, im gonna invest in that. weld with a propane torch , who'd a thunk it.
thanx
420exJuggalo
10-18-2008, 08:12 PM
I wonder how hot i will need to get the crankcase to get the metal rod to melt on it to fix it, and is it ok to put heat on that part of the motor, like right there behind the front motor mount. .i mean is there n-e thing internal wise i will need to b worried about the heat affecting.
.i mean is there n-e thing internal wise i will need to b worried about the heat affecting.
Powered by vBulletin® Version 4.2.1 Copyright © 2022 vBulletin Solutions, Inc. All rights reserved.
Cylinder blocks of the ZMZ-53 engine are made of aluminum alloy AL-4 . The welding of this alloy has many features that create some difficulties in welding. The main difficulty is that during the welding process, aluminum combines with oxygen and forms an oxide film, which has a high melting point, unlike pure aluminum. Being on the surface of the weld pool, alumina makes welding difficult . It is also worth paying attention to the fact that welding of aluminum alloys can be difficult because the metal has a high thermal conductivity, and at elevated temperatures it is quite brittle, which, if certain requirements are not met, can lead to the formation of cracks on its surface.
Welding of the engine block is required to be carried out with a neutral zone of an oxy-acetylene flame. You can also use a flame with excess acetylene.
Welding work on welding the cylinder block is carried out with drilling into the surface of the edges of the metal . The crack zone is cleaned from various kinds of contaminants using an abrasive wheel or a special metal brush. After that, the cylinder block is heated to a temperature of 250 - 300 degrees Celsius. To carry out this process, the block can be placed in a special oven for heating or heated with a burner flame. When heated, the crack must be in a horizontal position.
On both sides of the crack there are pieces of filler material, which are rods of aluminum alloy AL-4 , from which the block itself is made. The flame of the burner is directed to the crack, into which a steel hook is inserted. After the beginning of the melting of the metal, the hook is immersed in the depth of the metal and with its help the molten metal is mixed.
Thus, the film of refractory oxides is destroyed, and the oxides themselves are removed from the weld pool, which makes it possible to make the weld seam strong and durable. After heating the weld pool, filler material is introduced into it. It is introduced without removing the burner flame, and fluxes are used to dissolve the formed oxides.
After gradual cooling, the welding seam is cleaned to the same level with the surface of the base metal. Cleaning is carried out on a rough-grinding machine with a flexible shaft.
Crack welding is performed by electric arc welding using direct current of reverse polarity. For work, electrodes with a coating are used, which consists of flux No. 4-65% by weight and 35% cryolite. The thickness of the coating should be 0.7 - 1.0 mm on one side. The electrode diameter should be 4 millimeters, and the current strength should be 100 amperes.
In the article, we can see several damage to the aluminum alloy cylinder block in the car. From them you can see how in some cases the restoration work of the cylindrical block is carried out.
From them you can see how in some cases the restoration work of the cylindrical block is carried out.
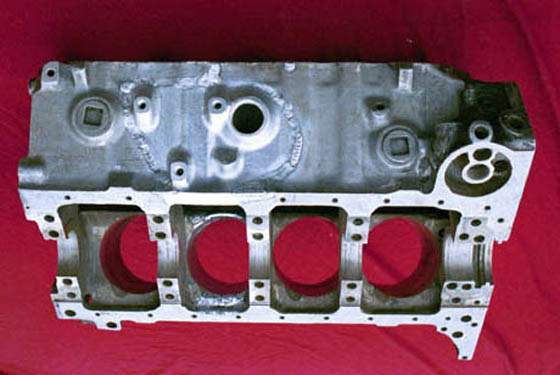
Damage to the cylinder block of the ZMZ-24 engine
The damage is a crack in the outer cooling jacket at the corner of the unit. At one end, it goes to the threaded hole for the head mounting stud.
The technical requirements for welding are to ensure the strength and tightness of the welding joint.
The most appropriate solution would be to repair the damage using argon arc welding. Along the crack, it is required to cut a groove and clean the metal surface until the oxide film is completely removed, that is, completely clean metal should appear before welding. Immediately before the start of welding around the crack, it is required to heat it up to a temperature of 250 - 280 degrees Celsius. This operation can be carried out using the flame of a gas burner, on which the tip number 4 or number 5 is installed. The metal can be heated to the required temperature in 1. 5 - 2 minutes. To prevent possible warping of the metal under the cylinder liner, a technological sleeve is inserted into the hole.
5 - 2 minutes. To prevent possible warping of the metal under the cylinder liner, a technological sleeve is inserted into the hole.
For welding, burner number 2 is used, in which a tungsten electrode with a diameter of 5–6 millimeters is installed. The welding process is carried out at a current strength of 240 - 280 Amperes. A crack can be welded from either end, but it is best to start welding from the threaded hole and then go to the side surface of the block.
The possible formation of pores in the weld metal is a consequence of the ingress of scales sucked in from the internal cavity of the block into the weld pool. The seam, which contains pores, must be remelted without the addition of filler material. In this case, the torch is given crescent-shaped movements across the seam or loop-shaped movements perpendicular to the plane.
Having finished welding the cylinder block, the welding site must be covered with asbestos to slowly cool the metal, thus avoiding a sharp temperature drop.