More articles
For most "old car" applications the valve stem hole in the wheel rims come in 3 sizes, which are nominally:
- 8mm diameter, observed on some small and Voiturette cars (as well as motorcycles which often had the same tyre sizes). This 8mm size hole will have an inner tube with what is called either a "TR4" or "TR6" metal stem, both of these stems being virtually identical. At Blockley we use the TR6 stem because the patch that attaches to the tube has a larger surface area, and we like this.
- 11.5 mm (0.453") diameter. The most common size we all know on our cars. This hole size is for use with rubber stem ("TR13") or the metal stem ("TR11") valved inner tubes.
- 16 mm (0.635") diameter , the largest of the sizes. This fits a rubber TR15 stemmed inner tube. Popular on tractors and some post war cars of the 1940's and 1950's. We supply a well fitting adapter / grommet / collar that slips over the TR13 stem to increase it to the bigger TR15 size making it a snug fit in the hole in the wheel, for use in these wheels that have the 16mm hole.
This plastic adapter also has the advantage of additional protection for the rubber stem from any potential sharpness at the juncture of where the hole exits the rim.
The valve stem terms mentioned above TR4, TR6, TR11, TR13, TR15 etc were the numbers assigned to the different valve stems by the company Schrader, who started up in the 1890's with their invention that is still going strong!
So when there is a choice with the Blockley inner tubes, why use a metal stemmed TR11 tube over the TR13 rubber stem variety?
Historically valve stems from the dawn of motoring were always metal, bolted into the inner tube. As time went on the metal valve stem became vulcanised onto the tube itself as part of a patch.
The metal "TR11" stem has two distinct advantages over the rubber "TR13" stem, which is why a metal stem is always preferred in arduous conditions or applications such as motor racing.
The first bonus of a metal "TR11" stem is that there is no risk of this stem chafing or being cut against the hole of the wheel rim in the case of any movement, particularly at the base where an annular brass nut remains on the tube stem.
The second advantage is that very very occasionally a fault can occur on any rubber stem where air can leak between the rubber and the inserted brass housing into which the valve is fixed, causing a slow deflation even though the valve itself is not leaking - something which just cannot ever occur with a solid TR11 stem.
All metal valve "TR11" valve stems used on our thick butyl Blockley Superior tubes are nickel plated, just as they were in period. We have not yet found an unplated original stem on an original period tube. And this is also the case with early veteran tubes. The nickel plating avoids the brass tarnishing and is just another bit of attention to detail, the way we like to do things at Blockley!
And finally mention should be made of the screw on valve cap, which should always be used to stop the ingress of dirt. At Blockley we supply all inner tubes with metal valve caps with a washer inside that will keep air in the tube, even if the valve fails. Having this good seal prevents the dirt as well as moisture contaminating the valve core.
As a postscript, there is another popular valve stem used on Veteran and Edwardian cars using beaded edge tyres, or as they say in the USA "Clincher" tires, which carried on into Straight Sided tyres that came after, which have a stem diameter of 12mm. But this is a topic we can cover later.
While there are three main types of tire valves: rubber snap-in, high-pressure snap-in, and high-pressure metal clamp-in; which type is appropriate for the application depends on the vehicle, required tire inflation pressures, driving circumstances, and wheel design. The Tire and Rim Association in the United States have given valve design numbers to different types and sizes of valves.
Valves can be installed in any position on the wheel, from horizontal to vertical, to match the wheel’s appearance. To accommodate valve-mounted tire pressure monitoring system transmitters, the most common valve alignment is almost horizontal, employed by many wheel manufacturers.
While tire valves can operate at any angle, valves mounted on a vertical axis and used at high speeds are more prone to lose pressure because of centripetal forces pushing the valve core and enabling air to escape. In our guide, you can find all valve stems the same size and which sized tire valve stem sizes fit your wheels.
By the end, you’ll see it’s much easier to get the right tire valve stems when you use a valve stem size chart. (Read Drywall Screw Sizes Chart)
It used to be that if the tubeless valve stem fit the hole in the wheel, it was the right one. This isn’t true, but it’s what they thought at the time. Today, that assumption could cause a lot of problems.
The tubeless valve stems that are in use today haven’t had many problems over the years. The huge popularity of tubeless tires today is proof that they work well and that the valve stems they need work well, too.
Increased inflation pressures and higher speed limits make selecting the proper valve stem extremely important.
Light truck owners have told the International Tire and Rubber Association (ITRA) that their tires suddenly lose air, sometimes when they’re going at a high rate of speed. It turns out that these people were using the wrong valve stems.
In light-duty trucks, most of the complaints are about snap-in valve stems on tires with ply ratings of up to 95 pounds per square inch. Most of the problems are with TR413 or TR15 series valve stems (6.6 bars).
These tires are now called medium- or even heavy-duty truck and bus tires because they have a lot of plys and are made out of steel. But because they can carry a lot of weight, some tires are still made in the sizes we used to think of as commercial light truck tires.
It’s sometimes the same size as the valve stem hole in a wheel for a passenger car. First, the TR413 series valve stems were designed to handle inflation pressures up to 60 pounds per square inch (4.1 bars).
However, they can only handle 65 psi (4. 5 bars). Many old catalogs still in use say that the valve stems in the TR413 and TR415 series can only be used at 60 psi. This is not true.
5 bars). Many old catalogs still in use say that the valve stems in the TR413 and TR415 series can only be used at 60 psi. This is not true.
One of the most likely problems you may encounter with the TR413 and TR415 series valve stems at any inflation pressure above 65 psi is the vale stem running at a higher than average temperature due to hot weather or other similar condition.
This can cause the valve stem to crack, blow out the rim hole, or become unseated.
In most cases, this can be fixed by replacing the old valve stem with a TR600HP or TR801HP high-pressure snap-in valve stem. These valve stems can handle up to 100 psi (6.9 bars). Another good idea is to use a metal valve stem that can be clamped in and has a 200 psi rating (13.8 bars).
The TR600HP and TR602HP valve stems have holes that are .453 inches wide. The TR801HP and TR802HP stems have holes that are .625 inches wide. (Learn How To Test Water Heater Element)
On wheels with stem holes that are more than . 156 inches thick, the TR413 valve stem should not be used because it has a lower pressure.
156 inches thick, the TR413 valve stem should not be used because it has a lower pressure.
The TR600HP high-pressure valve stems can only be used on wheels with a stem hole thickness of less than.205 inches. The TR602HP, TR801HP, and TR802HP valves all have the same tolerance.
Metal valve stems must be used when the rim thickness at the stem hole is more than .205 inches. If the area around the hole is coined meets the requirements, the wheel can be thicker. However, you should use the stem that fits the wheel’s stem hole.
Metal valve extensions should never be used with the TR600HP and TR801HP series snap-in valves as the centrifugal force generated at high speeds by the added weight of the metal extension can break or crack the stem, causing it to unseat and result in a loss of air.
This can probably occur even if the inflation pressure is within the limits of the snap-in valve stem.
Only plastic extensions should be used on snap-in valve stems from the TR600HP or TR801HP series, which have snap-in parts. If you have valve stems that can be clamped into place with metal, you only need extensions made of metal. The metal extensions should not be longer than is necessary.
If you have valve stems that can be clamped into place with metal, you only need extensions made of metal. The metal extensions should not be longer than is necessary.
If a car is going to be used both on and off the road, it’s always best to use clamp-in valve stems made of metal that are as short as possible.
A lubricant that isn’t made from petroleum should be used on all snap-in valve stems before they are put in the stem hole.
In addition, the stem hole should be checked to make sure there are no sharp edges or metal slivers that could damage the stem. There should also be no rust, excessive paint drippings, or other buildup on the valve stem seating area.
If you follow procedures according to industry standards and still have problems losing air through the stem hole, check the specifications for the stem hole in the wheel, including the prementioned thickness limitations.
It might not be big enough to machine or coin around the stem hole on some wheels with a. 453-inch stem hole. On this type of wheel, the coined area must be at least.125 inches bigger than the valve hole.
453-inch stem hole. On this type of wheel, the coined area must be at least.125 inches bigger than the valve hole.
The Tire and Rim Association Yearbook has all the information you need about specifications. You can also ask your suppliers for help.
Never assume that the stem on the tire/wheel assembly you’re working on for a customer is the right one, even if it looks like it. (Learn How To Clean Concrete Without Pressure Washer)
Someone who handled the tire/wheel assembly before you may have made a mistake or failed to fit the valve stem to the hole size, air pressure, or application. Installing the right stem can be as important as matching the wheel parts on a wheel with a lot of parts.
While there are no real standard sizes, here are some examples of valve stems you can find.
TR13
TR15
TR 300
TR JS2
TR6
JS 89
Here are a few different varieties of valve stem types outside the above basic types.
Tubeless rubber snap-in valves have a maximum cold tire inflation pressure of 65 psi. They are suited for passenger cars, light-duty trailers, and light trucks, as well as autocross competition.
Rubber snap-in valves with effective lengths ranging from 7/8″ to 2-1/2″ accommodate either.453″ or.625″ diameter holes in the rim. (Find the Best Pressure Washer)
While most rubber snap-in valves have a plastic cover, some have chrome sleeves and metal caps to match the look of a custom or alloy wheels.
| Industry Valve Number | Max Inflation Pressure (PSI) | Effective Length (Inch) | Hole Diameter in Wheel (Inch) |
|---|---|---|---|
| 412 | 65 | 0.88 | 0.453 |
| 413 | 65 | 1.25 | 0.453 |
| 414 | 65 | 1.50 | 0.453 |
| 415 | 65 | 1.75 | 0.453 |
| 418 | 65 | 2.00 | 0.453 |
| 423 | 65 | 2.50 | 0.453 |
| 415 | 65 | 1.25 | 0.625 |
| 425 | 65 | 2.00 | 0.625 |
Tubeless high-pressure snap-in valves are designed for medium and heavy-duty trucks and trailers and must be used when the recommended cold tire inflation pressures exceed 65 psi.
The maximum cold inflation pressure for.453″ rim holes are 80 psi, whereas the maximum cold inflation pressure for.625″ rim holes are 100 psi.
In steel wheels, high-pressure snap-in valves have a thicker rubber base with a metal barrel and a plastic cap. This type of valve is often found in these types of wheels. There are effective lengths that range from 1-1/4″ to 2″ long.
| Industry Valve Number | Max Inflation Pressure (PSI) | Effective Length (Inch) | Hole Diameter in Wheel (Inch) |
|---|---|---|---|
| 600HP | 80 | 1.27 | 0.453 |
| 602HP | 80 | 2.00 | 0.453 |
| 801HP | 100 | 1.31 | 0.625 |
| 802HP | 100 | 2.00 | 0.625 |
High-pressure metal clamp-in valves can be used with almost any wheel. They are recommended for all track activities and when the speed of the vehicle is going to be more than 130 mph.
They are recommended for all track activities and when the speed of the vehicle is going to be more than 130 mph.
When the retaining nut on metal clamp-in valves is tightened, a rubber grommet seals against the wheel.
While metal clamp-in valve design and styling can result in retaining nuts being hidden inside the wheel or visible outside, those with the retaining nut on the outside have the advantage of examining and modifying retaining nut tightness without having to remove the tire from the wheel.
Metal clamp-in valves have a maximum operating pressure of 200 psi and are available in rim sizes 0.453″ or 0.625″, as well as custom sizes like 6mm (.236″) or 8mm (.315″).
In addition, metal clamp-in valves have a metal cap available in straight or bent configurations to fit wheels with unusual forms.
They have effective lengths ranging from flush to 2″ and in straight or bent configurations to fit wheels with unique geometries. For racing applications, low-profile and lightweight alloy clamp-in valves are also available.
Regardless of valve type, the valve core is the primary sealing component and should be fitted snugly into the valve core chamber. Valve cores are available in two lengths: short and long, with the latter being favored for high-performance applications.
Valve cores are offered in nickel-plated and brass finishes. A valve stem will experience galvanic corrosion if a standard brass valve core is used in aluminum; the brass valve core will eventually seize in the valve’s aluminum barrel.
Nickel-plated valve cores must instead of brass valve cores in the aluminum valve stems of tire pressure monitoring sensors to help avoid galvanic corrosion.
When inflating a tire, all valve cores have a seal coupled to a moveable, spring-loaded pin that permits pressurized air to flow while allowing air to escape when the pin is depressed to unseat the seal.
While valve cores can withstand a working pressure of 300 psi, grit, sand, and moisture must be avoided. Grit and sand may prevent valve cores from properly closing, and moisture can freeze and undermine the seal in freezing conditions.
Grit and sand may prevent valve cores from properly closing, and moisture can freeze and undermine the seal in freezing conditions.
Valve caps should always be used for various reasons, including high-speed pressure loss and core contamination.
If the cap on tire valve is compromised, the valve cap acts as a backup seal, preventing air from escaping.
While utilizing valve caps may make checking tire pressures in the pits at a racetrack take longer, the consequences of a tire losing pressure are far harsher.
Valve caps come in three different types: plastic dome, metal dome, and a metal “screwdriver” design for tightening and loosening valve cores.
If you want to drive on the racetrack, you’ll need metal valve caps instead of plastic dome caps. This is because racetracks can get very hot, and plastic dome caps can’t handle that.
Valve caps are knurled to make tightening and loosening easier, and some metal caps include hex head designs. To completely seal the valve, metal caps utilize a rubber washer or o-ring.
To completely seal the valve, metal caps utilize a rubber washer or o-ring.
If the cap on the tire valve cap is missing, squeeze the valve core briefly to release a small amount of air before monitoring or adding air pressure. This will allow debris to be blown out of the valve by the pressurized air inside the tire.
It’s more challenging to avoid wetness because it’s sometimes difficult to get a steady dry air source. Therefore, checking or adding tire inflation pressure outside during a blizzard is not suggested unless required.
Vehicles with wheel covers may also use nylon or metal extensions ranging in length from 1/2″ to 2″ to facilitate checking and adjusting tire pressures easier.
Mud, ice, and snow have packed into the tips of the nylon extensions and enable air to escape because they are exposed to the weather.
If the nylon extensions scrape against a curb, the damaged tip can depress the valve core, escaping air. Ideally, tire valves of adequate length or metal extensions threaded to take a valve cap should be used.
Tire valves should be inspected and changed if any cracking emerges. Rubber deteriorates with time, and tire valves are not intended to resist degradation throughout the life of two standard tires in typical service.
According to industry standards, tire valves should be replaced whenever new tires are mounted.
While Track & Competition DOT tires may only last a few weekends, the metal clamp-in tire valves should be replaced every other year.
Heat delivered to the wheels from the brakes is much higher than in everyday use, and even any valve type could suffer.
Even if you have these on a light-duty trailer, even if the inner tube or tire is fine, the tire valve could degrade because of the weather no matter how much you use your trailer.
Metal clamps or rubber snap-in valves are used to hold sensors and transmitters in place in many direct tire pressure monitoring systems (TPMS).
The threaded insert at the base of these distinctive metal clamp-in valves accepts the bolt that connects the sensor/transmitter to the valve.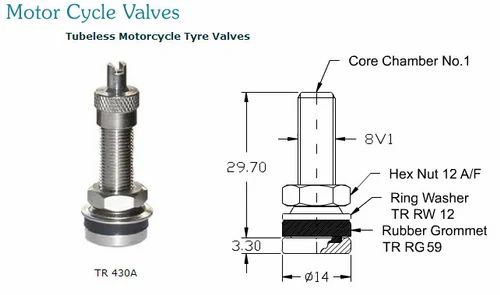
Improved combat valve for Jager ROK airguns
With this item watching
Reinforced mainspring for air rifles Horhe Jager
Fighting valve for LIGHT TANK valve group (300 bar), complete
Ready-to-mount barrel for Horhe Jager air guns - KSPZ Jorge Jaeger, caliber 6.35 mm - .25, STANDARD cut type, length 553 mm
Lightweight combat valve with caprolon head for air rifle Kral Puncher Kral Puncher all models, native assembly
Reinforced mainspring for air rifles, carbines and pistols RAR VL-12
Rear plug for smooth adjustment of the mainspring preload with the function of emergency reset of the mainspring voltage to values of 3 J - TYPE 2
Out of stock
High pressure tank for air rifle Kral Puncher Maxi - Kral Puncher Maxi assembled, ready for installation, NATIVE made in Turkey Kral Arms. nine0003
nine0003
Out of stock
Blank - Lothar Walther Barrel Lothar Walther POLYGONAL RIFLE caliber 6.35 mm - .25", length 605 mm, outer diameter 16 mm, twist 450 mm, without choke, material - polished steel alloy.
Out of stock
Combat valve air rifle Kral Puncher Kral Puncher all models, native assembly
Kral Puncher (all models) Pressure Vessel with MODIFIED Z-Valve Group, complete, ready to install. nine0003
Out of stock
Ready-to-mount Horhe Jager Airgun Barrel - KSPZ Jorge Jaeger, caliber 6. 35mm - .25, POLYGONAL cut type, length 553mm
35mm - .25, POLYGONAL cut type, length 553mm
Out of stock
REINFORCED Fighting spring with an outer diameter of 12 mm for pneumatic weapons Kral Puncher / Kral Puncher
Air rifle PCP "Model 308 BULPUP" caliber 7.62 mm - .308, pre-inflated, biathlon locking/reloading system, stock walnut or reinforced gun plastic, sale without license (power up to 3 J), with the possibility of power recovery
Ready-to-install barrel for spring-piston air rifle Hatsan 125 HATSAN 125 caliber 6.35 mm, complete with receiver, rotary forged barrel, chemical (cold) bluing. nine0003
nine0003
R.U.G.L. SB EXPANSIVE LIGHT TRAP lightweight expansive pneumatic bullet, cal. 6.35 mm. (.25), 38.58 grains / 2.5 grams (100 pcs.)
R.U.G.L. SB EXPANSIVE LIGHT TRAP 6.35 mm (.25) Air Stamped Pneumatic Bullet, Weight 38.58 grain / 2.5 grams, length 9.85 mm, true (leading) diameter 6.37 mm, length of the leading part 3.6 mm
Out of stock
Ready-to-install barrel for spring-piston air rifle Hatsan 125 HATSAN 125 caliber 5.5 mm, complete with receiver, rotary forged barrel, chemical (cold) bluing.
Our workshop carries out a full range of repair of air guns, air pistols, rifles and revolvers. Processing stem blanks. Thread cutting. Milling and turning works. Repair of Spring-Piston Pneumatic Weapons - PPP Pneumatics. Repair of pneumatic weapons with pre-pumping - PCP / PCP Airguns - Pneumatics PCP.
Processing stem blanks. Thread cutting. Milling and turning works. Repair of Spring-Piston Pneumatic Weapons - PPP Pneumatics. Repair of pneumatic weapons with pre-pumping - PCP / PCP Airguns - Pneumatics PCP.
Improved (Heavy) striker assembly for air rifles Kral Puncher Maxi, Kral Puncher Breaker - Kral Puncher Maxi, Kral Puncher Breaker. Suitable for all modifications and calibers. ONLY FOR BATTLE SPRINGS WITH A DIAMETER OF 8 MM!!! nine0003
Benjamin Rogue USA Air Rifle Benjamin Rogue USA PCP -Pre-Charged Pneumatic, cal 9mm-.357", 6-shot magazine, bolt-on cocking, e-PCP electronic combat valve control system. Designed for hunting large (up to 100 kg) animal
Out of stock
PCP HATSAN FLASH air rifle with pre-inflation caliber 6. 35 mm, certified up to 3J, without license
35 mm, certified up to 3J, without license
Out of stock
nine0002 Combat valve group (rear plug of the reservoir) of the air rifle Kral Puncher Maxi 3 - Kral Puncher Maxi 3, native assemblyKIT for air rifle Kral Puncher Silent - Kral Puncher Silent, universal, for all calibers 4.5 mm; 5.5mm; 6.35 mm
Combat / filling valve locking head for pneumatic weapons Kral Puncher all models - Kral Puncher, complete with sealing gasket, native. nine0003
Out of stock
High pressure flask with Z-valve adapter for Kral Puncher air rifles, ready for installation.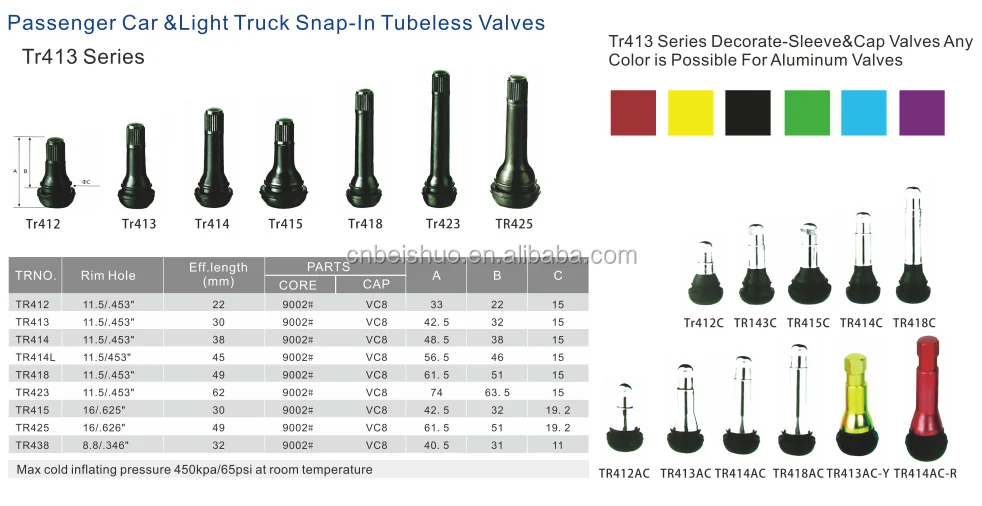
Air rifle PCP "Reximex Throne" - "Reximex Throne" caliber 6.35 mm - .25, pre-inflated, geared, bullpup form factor (bullpup) with front biathlon locking / reloading system, plastic stock (gun plastic), with IMPROVEMENTS OF ASSEMBLY AND MECHANISMS
Mass Dimensional (MMG) Cartridge Dummy Kit 9x18 mm Makarov PM - 9 mm Makarov, manufactured by Barnaul Cartridge Plant BPZ Russia, 1 piece
Ready-to-mount barrel for Horhe Jager EVO pneumatic guns - KSPZ Horhe Jager EVO, caliber 5.5 mm - .22, polygonal cut type, WITHOUT CHOK
Linear high pressure reservoir for air rifle Kral Puncher Breaker - Kral Puncher Breaker assembly, ready for installation, made in Turkey Kral Arms
Kral Puncher NP-500 / Kral Puncher NP-500 stock with a rotary (folding) stock. Compatible with other models of Kral Puncher pneumatic weapons in the form factor "carbine with flask reservoir"
Compatible with other models of Kral Puncher pneumatic weapons in the form factor "carbine with flask reservoir"
Out of stock
Kral Puncher Maxi 3 Kral Puncher Maxi 3 air rifle, with safety plate
Out of stock
LIGHTWEIGHT, INCREASED GEARLESS, high-pressure reservoir made by "RUGL" for Hatsan FLASH series air rifles nine0003
Out of stock
Ready-to-mount barrel for ATAMAN / ATAMAN air rifle, caliber 6. 35 mm - .25, STANDARD type of cut, twist 450 mm, standard length 550 mm
35 mm - .25, STANDARD type of cut, twist 450 mm, standard length 550 mm
Horhe Jager universal rammer housing for use with interchangeable rammer noses of various calibers. nine0003
Replacement tip caliber 6.35 mm - .25 for the Horhe Jager Universal Airgun Rammer - Jorge Jaeger.
Out of stock
Kral Puncher Combat - Filling Z-valve group for air rifles Kral Puncher (all models) assembled, ready for installation. nine0003
Air rifle combat valve KUZEY ARMS / KUZEY ARMS, suitable for all models, native assembly
Our Workshop carries out any work on the replacement of barrels, repair of the barrel group, re-barrelling of all types of pneumatic weapons. nine0003
nine0003
Locking (support) ring of the combat valve for pneumatic weapons Kral Puncher all models - Kral Puncher, native, 1 pc
Out of stock
ON ORDER! Rifle pneumatic spring-piston PPP Hatsan 125 - Hatsan 125 in caliber 4.5 mm, with an introductory kit with quick-change barrels 4.5 and 6.35 mm, plastic stock, gas spring, made in Turkey
Out of stock
Primers-igniters of the Boxer type, manufactured by the Tula Cartridge Plant, small pistol KVB-9 series, export acceptance, package of 100 pieces
Insert submersible reducer (pressure regulator) manufactured by RUGL for pneumatic weapons Kral Puncher Kral Puncher series Maxi, Breaker, NP (Puncher Maxi, Puncher Breaker, Puncher NP) for use in LIGHT RESERVOIRS WITH OPERATING PRESSURE 300 BAR. nine0003
nine0003
Combat spring REINFORCED for SEMI-AUTOMATIC air rifles Kral Puncher AUTO, Kral Puncher EKINOKS - Kral Puncher AUTO, Kral Puncher EKINOKS. Suitable for all calibers.
PCP PCP Kuzey K60 / Kuzey K60 Pre-Inflated Air Rifle, 6.35mm - .25, carbine with biathlon locking/reloading system, flask reservoir, Turkish walnut stock, certified for sale without license (power up to 3 J)
Insert reducer (pressure regulator) for pneumatic weapons Kral Puncher Kral Puncher series Maxi, Breaker, NP (Puncher Maxi, Puncher Breaker, Puncher NP)
PCP PCP Kuzey K30 / Kuzey K30 Preloaded Air Rifle, 6.35mm - .25, bullpup, front lower locking/reloading system, Turkish walnut stock, certified for sale without license ( power up to 3 J)
Out of stock
UPDATED Combat - filling Z-shaped valve group ZET ADAPTER for air rifles Kral Puncher - Kral Puncher (all models), OPTION "HUNTER" with a working pressure of 300 bar
Ready-to-mount barrel for Crosman airgun Crosman 22xx and 13xx series caliber 5. 5 mm - .22", length 61 cm, outer diameter 11.15 mm
5 mm - .22", length 61 cm, outer diameter 11.15 mm
Out of stock
nine0002 Long barrel Improved for air rifles models "KRAL PUNCHER MAXI / BREAKER" - KRAL PUNCHER MAXI / BREAKER, caliber 6.35 mm, length 630 mm, twist (rifling pitch) 450 mm, 10 POLYGONAL riflingStandard (native) striker assembly for air rifles Kral Puncher Maxi, Kral Puncher Breaker - Kral Puncher Maxi, Kral Puncher Breaker. Suitable for all modifications and calibers. NOT SUITABLE FOR PISTOL Kral Puncher NP-01! nine0003
Blank - barrel blank "Lobaev Hummer Barrels" Russia - "Lobaev Hummer Barrels" Russia caliber 6.35 mm - .25" STANDARD thread without choke, length 650 mm, outer diameter 18 mm, twist 406 mm, 12 grooves, material - chrome-molybdenum steel
A set of spare parts and accessories for rubber technical products (RTI) for the repair of pneumatic weapons Kral Puncher Maxi and Breaker models - Kral Puncher Maxi / Breaker / NP with LINEAR RESERVOIRS, universal, for all calibers: 4. 5 mm; 5.5mm; 6.35 mm
LIGHTWEIGHT INCREASED high pressure reservoir made by "RUGL" for air rifle Kral Puncher Maxi - Kral Puncher Maxi, pipe length 500 mm, material D16T, WITH THE POSSIBILITY OF INSTALLING A REDUCER
Out of stock
Reduced sound moderator / mini sound moderator model "K-1" for airguns. Designed for all calibers up to 6.35mm - .25, made entirely of aluminium, no plastic parts. Barrel mount threaded 1/2 UNF. Suitable for use in Kral Puncher, Hatsan Flash airguns of all models. nine0003
Air rifle PCP "KRAL Puncher Jumbo NP-500" - Kral Puncher Jumbo NP-500 caliber 6. 35 mm - .25, pre-inflated, biathlon locking/reloading system, UPDATED plastic tactical stock WITH FOLDING BUTT, certified, sale without a license (power up to 3 J) with IMPROVEMENTS OF ASSEMBLY AND MECHANISMS
Kral Puncher
Improved Barrel for Air Rifle Models "KRAL PUNCHER MAXI / BREAKER" - KRAL PUNCHER MAXI / BREAKER, caliber 6.35 mm, length 530 mm, twist (tread pitch) 380 mm, 10 standard rifling
Attachment Control Device - UKN, for caliber cartridge 9RA
Attachment Control Device - UKN, for cartridge caliber 10x28
Combat valve stem for air guns Kral Puncher all models - Kral Puncher, native.
Air rifle PCP "Model 357 BULPAP" caliber 9 mm - .357, pre-inflated, biathlon locking/reloading system, stock walnut or reinforced gun plastic, sale without license (power up to 3 J), with the possibility of power recovery
Your knowledge will be assessed by site users if you log in before writing a review.
| Your name :* | ||||||
| Title: nine0443 | ||||||
| Product rating: | ||||||
| Advantages: | nine0446 | |||||
| Disadvantages: | ||||||
| Comment:* | ||||||
| In general, your feedback: | nine0440 Positive Negative||||||
| Enter code :* |
| |||||
Introduction
Block Head Repair
Engine Block Repair
Crank mechanism repair
Timing repair
Block head - when repairing the head, it is possible not only to repair it, but also to try to improve it, thereby increasing the engine power a little. The fact is that the factory assembly is far from ideal (seams, scuffs, misalignment of the inlet and outlet windows of the head and manifold, etc. All this directly or indirectly affects the filling of the cylinders, and hence the engine power. This can be corrected, with certain skills. We will touch on this topic later. In the meantime, let's talk about head repair.
The head of the block must first be completely disassembled and all its parts washed.
Let's just remember how to loosen the valves. This must be done with a special tool (a) freeing the croutons (b) by pressing the plate.
Next remove the valve stem seals.
Next, you need to move on to measurements to understand the degree of deepening into the repair.
First of all, we look at the guides, we measure the gap between the guide and the valve
Determine the internal diameter of the valve guide in three different planes and note the values.
Calculate the average.
Calculation example:
Valve guide inner diameter:
| Measurement I | 7.025 mm | | |
| Measurement II | 7.030 mm | | |
| Measurement III | 7.020 mm | | |
| | 21. | : 3 = | 7.025 mm |
| | | |
Average 7.025 mm
Determine the diameter of the valve stem on a cleaned or new valve using a micrometer.
The valve stem clearance is determined by calculation.
Calculation example:
| Average value of the internal diameter of the valve guide | 7.025 mm | nine0446
| Valve stem diameter | -7. |
| Total mean valve stem clearance: | = 0.025 mm |
The difference between the average valve guide ID (7.025 mm) and the valve stem OD (7.000 mm) results in the average valve stem clearance (0.025 mm).
See the technical data for your car for the permissible dimensions. You can try to find it on our website in the technical information menu
If everything is in order with the guides, then look at the shape (a) and dimensions (b) of the valve seat
If the guides require repair or replacement, then this procedure is first performed, and then the seats are put in order, of course if the saddles do not need to be changed, otherwise we change the guides together with the saddles, but this work should be done only in specialized places with good precision equipment. After replacing the guides, we will put in order the shape and size of the chamfer of the seats (see the figure above), the size of the chamfer is important, if it is too thin, it will work louder, and the risk of valve burnout is thick. nine0003
The shape of the seat is formed on high-precision equipment, which, coupled with a new or restored valve chamfer in accordance with all the rules, does not require lapping and ensures proper tightness! Next, a vacuum test is carried out, which allows to identify possible defects with their subsequent elimination.
A few words about the dimensions associated with the replacement of bushings.
These dimensions can also be found in the technical literature or on the website.
Here are some sizes we talked about with ASTRA H Z16XEP
| Engine | | Z 16XEP, Z16XE1, A16XER, Z16XER | |
| | | | |
| Cylinder head height | mm | | |
| Valve seat width in cylinder head | | | |
| | intake valve | mm | 1. |
| | exhaust valve | mm | 1.4 - 1.8 |
| Valve seat angle in cylinder head | | nine0731 ||
| | Main corner | | 90° -30' |
| | Upper correction angle | | 60° +/- 1° |
| | Lower correction angle | | 120° +/- 1° |
| Valve guide bore | | | |
| | regular size | mm | 5. |
| | Repair size (0.075) | mm | 5.075 - 5.091 | nine0446
| | Repair size (0.150) | mm | 5.150 - 5.166 |
| Valve guide length | | | |
| | intake valve | mm | 36.7 - 37.3 |
| | nine0776 mm | 36. | |
| Mounting height of valve guide | | | |
| | intake valve | mm | 10.7 - 11.0 |
| | outlet valve | mm | 10.7 - 11.0 |
| Height of valves | | | |
| | regular size | mm | |
| | Repair size (0. | mm | nine0731 |
| | Repair size (0.150) | mm | |
| Engine | | Z 16XEP, Z16XE1, A16XER, Z16XER | ||
| | | | ||
| Valve length | | | ||
| | regular size | | | |
| | | intake valve (GM F) | mm | 117. |
| | | exhaust valve (GM B) | mm | 116.16 - 116.36 |
| | Repair size (0.075) | | | |
| | | intake valve (GM FK1) | mm | 117.00 - 117.40 |
| | | nine0776 mm | 116. | |
| | Repair size (0.150) | | | |
| | | intake valve (GM FK2) | mm | 117.00 - 117.40 |
| | | exhaust valve (GM BK2) | mm | 116.16 - 116.36 |
| Ø | Valve stem | | | |
| | regular size | | | |
| | | intake valve (GM F) | mm | 4. |
| | | exhaust valve (GM B) | mm | 4.950 – 4.965 |
| | Repair size (0.075) | | | |
| | | intake valve (GM FK1) | mm | 5.030 – 5.045 |
| | | exhaust valve (GM BK1) | mm | 5. |
| | Repair size (0.150) | | nine0731 ||
| | | intake valve (GM FK2) | mm | 5.105 - 5.120 |
| | | exhaust valve (GM BK2) | mm | 5.100 – 5.115 |
| Engine | | Z 16XEP, Z16XE1, A16XER, Z16XER | ||
| | | | ||
| Valve stem clearance | | | ||
| | intake valve | mm | 0. | |
| | exhaust valve | mm | 0.035 - 0.066 | |
| allowable valve stem runout | mm | 0.03 | ||
| Ø Valve disc | | | ||
| | intake valve | mm | 31.1 - 31.3 | |
| | exhaust valve | mm | 27. | |
| Valve seat angle on valve head | | 90° 40' +/- 15' | ||
| Valve rotator | | nine0731 |||
| | intake valve | | missing | |
| | exhaust valve | | missing | |
Since this engine has mechanical tappets, they require adjustment:
| Engine | | Z 16XEP, Z16XE1, A16XER, Z16XER | ||
| | | | ||
| Valve clearance | | | ||
| | Rated value | | | |
| | | intake | mm | 0. |
| | | release | mm | 0.30 |
| | Allowable valve clearance | | | |
| | | intake | mm | 0.21 - 0.29 |
| | | release | mm | 0.26 - 0.34 |
Using a straight edge, check the cylinder head lengthwise and widthwise for deflection and diagonally for misalignment.