Shop Now
Automotive or Commercial? The choice is yours. Both Loaded TECH 100 Cabinets ship complete with everything you need to perform proper tire repairs. The Automotive Tire Cabinet T100CCA and the Commercial Tire Cabinet T100CCC are the perfect way outfit a new shop, update your existing tools or equip a new service technician.
Shop Now
The tire and wheel authority that technicians around the world trust. Because everything is riding on the quality of your tire repair.
Shop Now
Get a free all-access pass to all of our online tire repair training videos. No credit card. No obligation. Try TECH University FREE for 12 Months.
Sign Up Today!
TECH is the global tire & wheel authority that revolutionized the industry with the creation of cold vulcanization technology. That legacy of innovation continues today with TECH’s world-class lineup of tire repair and wheel service products. TECH’s complete line of repairs, tools and equipment enables technicians worldwide to get everything from passenger cars to commercial trucks to off the road equipment rolling again. TECH is ISO 9001:2015 certified and an approved GSA government bid contractor. TECH…The Global Tire and Wheel Authority Technicians Trust!
One-touch operation, auto-on upon sensing pressure!

PURCHASE TODAY
Half the size – Twice the Bead Seating Power!
PURCHASE TODAY
No air hoses, No cords! Do Tire Repairs Anywhere with Milwaukee Cordless Power Tools
PURCHASE TODAY
Quickly and Easily Add The Right Amount of Balancing Beads to Any Size Tire!
 6 lbs (8 kg)
6 lbs (8 kg)PURCHASE TODAY
In Stock and Ready To Ship!
PURCHASE TODAY
In Stock and Ready To Ship!
 Sensor Warranty.
Sensor Warranty.PURCHASE TODAY
TECH now has a complete library of tire and wheel repair training videos available online. For only $50, get an annual subscription to train all of your service technicians.
Plus, the first 100 subscribers can receive a 25% discount by using the code TRC25!
If you have any questions, contact your TECH Distributor or reach the TECH Training Team at [email protected].
Learn More
Streamline your inventory management with TECH’s TPMS Replacement Part Starter Kit!
Covers the most popular vehicles.
Total of 64 valves and TPMS sensor service kits.
DOWNLOAD FLYER
PURCHASE TODAY
TECH produced tire repairs are endorsed and are used by the world’s largest tire manufacturers/retreaders and their subsidiaries.
Shop Now →
TECH pioneered the chemical vulcanization process over 80 years ago and offers a complete range of specialty chemicals.
Shop Now →
TECH’s complete line of service tools and equipment are designed specifically to meet the needs of tire technicians around the world.
Shop Now →
TECH offers a comprehensive line-up of wheel and tire supplies for virtually every application.
Shop Now →
TECH™ Tire Repairs products are trusted in many industries and tire applications from passenger tires to agriculture and ATVs.
Click on the image to find the right TECH™ Tire Repair products for your tire >>
Learn More
TECH™ provides all of the products needed to complete a proper tire repair that is certified by global tire manufacturers.
Learn more about our global brand, and how we impact the 4r future
Visit TRC
Shop by Manufacturer...31 Inc.3D ProductsA-1 CouplingACME AutomotiveAcro Plastics Inc.Active ToolActive ToolsAllbrite Car CareAlligator VentilfabrikAllpart Supply (Haweka)AME InternationalAmerican Forge & FoundryAmermac Inc. Amrep Inc.Aronson Mfg.Ascot Supply Corp.Associated EquipmentAstro PneumaticAteq USAAUTELB & J Rocket America Inc.Badac EquipmentBalcranck ProductsBartec USABattenfield Grease & OilBeicoBlackJack Tire RepairBlasterBorg Equipment & SupplyBoss ManufacturingBrake Drum ToolBranick IndustriesBurke EnterpriseCalifornia Tool Co. Inc.CEMB USACEMB USA (BL Systems Inc.)Central Tools, Inc.Challenger LiftsChannellock, Inc.Chicago PneumaticCliplight Inc.Cordova Safety ProductsCORGHI USACounteractCoxreels (Northern Tool + Equi..CPS ProductsCRC IndustriesCrushproof Tubing Co.Custom LeatherCraftDavenport EnterprisesDell Corning Corp.Delta First Corp.Dexter-Russell, Inc.Dill Air ControlsDixon TiconderogaDual DynamicsDuallyvalveDuro Manufacturing, Inc.EATON - Hansen CouplingElrick Industries Inc.Elwood Corp.ESCO - Equipment Supply Co.Everhard ProductsExcalibur Wheel AccessoriesExten, Inc.Fejes ToolsFreylubeGaither Tool Co.Gardner DenverGator Corp.Gojo Industries, Inc.Great Lakes PartsGrey Pneumatic Corp.
Amrep Inc.Aronson Mfg.Ascot Supply Corp.Associated EquipmentAstro PneumaticAteq USAAUTELB & J Rocket America Inc.Badac EquipmentBalcranck ProductsBartec USABattenfield Grease & OilBeicoBlackJack Tire RepairBlasterBorg Equipment & SupplyBoss ManufacturingBrake Drum ToolBranick IndustriesBurke EnterpriseCalifornia Tool Co. Inc.CEMB USACEMB USA (BL Systems Inc.)Central Tools, Inc.Challenger LiftsChannellock, Inc.Chicago PneumaticCliplight Inc.Cordova Safety ProductsCORGHI USACounteractCoxreels (Northern Tool + Equi..CPS ProductsCRC IndustriesCrushproof Tubing Co.Custom LeatherCraftDavenport EnterprisesDell Corning Corp.Delta First Corp.Dexter-Russell, Inc.Dill Air ControlsDixon TiconderogaDual DynamicsDuallyvalveDuro Manufacturing, Inc.EATON - Hansen CouplingElrick Industries Inc.Elwood Corp.ESCO - Equipment Supply Co.Everhard ProductsExcalibur Wheel AccessoriesExten, Inc.Fejes ToolsFreylubeGaither Tool Co.Gardner DenverGator Corp.Gojo Industries, Inc.Great Lakes PartsGrey Pneumatic Corp. H.L. BoutonHALTEC CorporationHardwareHein-Werner AutomotiveHennessy Ind. AMMCO/COATSHofmann Corporation (Snap-On)Hosetract IndustriesHunter Engineering Co.Ideal Heated Knives, Inc.Imperial Western ProductsIngalls Engineering Co.Ingersoll-RandInstant Tools Inc.International Marketing, Inc.ISN - Integrated Supply Networ..Jackco Transnational IncJET ToolsJohnDow IndustriesJTM Products, Inc.K-Tool InternationalKen-ToolKex Tire RepairKTB Products Corp.LA-CO / Markal Co.Laitner Brush Co.Levin's Auto SupplyLincoln IndustrialLiquiTubeLisle CorporationLock Technology (LTI)Loomis Root Inc.M.L. Bernie Co.MAHLE Industries, Inc.Maken Material HandlingMartins IndustriesMaster PneumaticMcCourt Marketing GroupMechanix Wear Inc.MEDCO CorporationMilton Industries, INC.Milwaukee HydraulicsMinder Research, Inc.Mohawk Rubber SalesMoMax Sales, Inc.Morton Safety CompanyMotion Industries, Inc.Mov-It Tire Products, Inc.Nathan Kimmel Co.Niagara Lubricant Co.Norbar Torque Tools Ltd.Norco Industries, Inc.Northstar Manufacturing, Inc.
H.L. BoutonHALTEC CorporationHardwareHein-Werner AutomotiveHennessy Ind. AMMCO/COATSHofmann Corporation (Snap-On)Hosetract IndustriesHunter Engineering Co.Ideal Heated Knives, Inc.Imperial Western ProductsIngalls Engineering Co.Ingersoll-RandInstant Tools Inc.International Marketing, Inc.ISN - Integrated Supply Networ..Jackco Transnational IncJET ToolsJohnDow IndustriesJTM Products, Inc.K-Tool InternationalKen-ToolKex Tire RepairKTB Products Corp.LA-CO / Markal Co.Laitner Brush Co.Levin's Auto SupplyLincoln IndustrialLiquiTubeLisle CorporationLock Technology (LTI)Loomis Root Inc.M.L. Bernie Co.MAHLE Industries, Inc.Maken Material HandlingMartins IndustriesMaster PneumaticMcCourt Marketing GroupMechanix Wear Inc.MEDCO CorporationMilton Industries, INC.Milwaukee HydraulicsMinder Research, Inc.Mohawk Rubber SalesMoMax Sales, Inc.Morton Safety CompanyMotion Industries, Inc.Mov-It Tire Products, Inc.Nathan Kimmel Co.Niagara Lubricant Co.Norbar Torque Tools Ltd.Norco Industries, Inc.Northstar Manufacturing, Inc. Novus Device CorporationOmega (Shinn Fu)Orbit Manufacturing, Inc.OTC ToolsP.C. Products InternationalParkerPerfect Equipment Corp.Petersen Supply Co.Pincott International Pty Ltd.Plews & Edelmann (Amflo)PlombcoPrecision Instruments, Inc.Prema Products, Inc.Protoco Enterprise, LLC.Reading Technologies, Inc.Reelcraft IndustriesRELS DistributionRema Tip TopRidgerock Tools, Inc.Ringers Gloves USARobbins LLCRobinairRock-n-Road ProductsRolair SystemsRSC Sales CompanyRTI Technologies Inc.Safety Seal (North Shore Labs)SAS Safety Corp.Schrader InternationalShark Industries, Ltd.Shepard Brothers., Inc.Sirco Industries, Inc.SlickSpecialty Products CompanySt. Louis PneumaticStandard AbrasivesStellar Industries, Inc.Storm Industries, Inc.Sunex ToolsSVI International, Inc.TECH Tire RepairTechnical Chemical (TCC)Texas Refinery Corp.The Main Resource (TMR)Tire Equipment Corp. (TEC)Tire Service Equipment (TSISSG..TITAN Professional ToolsTo-Air Inc.Todd EnterprisesTracer ProductsTTS ProductsTuffy ManufacturingTunstalloy - Universal CarbideVacula Automotive (Cejn)VIAIR CorporationWeiler CorporationWest Coast Wheel AccessoriesWestern Lift-Western Hoist, In.
Novus Device CorporationOmega (Shinn Fu)Orbit Manufacturing, Inc.OTC ToolsP.C. Products InternationalParkerPerfect Equipment Corp.Petersen Supply Co.Pincott International Pty Ltd.Plews & Edelmann (Amflo)PlombcoPrecision Instruments, Inc.Prema Products, Inc.Protoco Enterprise, LLC.Reading Technologies, Inc.Reelcraft IndustriesRELS DistributionRema Tip TopRidgerock Tools, Inc.Ringers Gloves USARobbins LLCRobinairRock-n-Road ProductsRolair SystemsRSC Sales CompanyRTI Technologies Inc.Safety Seal (North Shore Labs)SAS Safety Corp.Schrader InternationalShark Industries, Ltd.Shepard Brothers., Inc.Sirco Industries, Inc.SlickSpecialty Products CompanySt. Louis PneumaticStandard AbrasivesStellar Industries, Inc.Storm Industries, Inc.Sunex ToolsSVI International, Inc.TECH Tire RepairTechnical Chemical (TCC)Texas Refinery Corp.The Main Resource (TMR)Tire Equipment Corp. (TEC)Tire Service Equipment (TSISSG..TITAN Professional ToolsTo-Air Inc.Todd EnterprisesTracer ProductsTTS ProductsTuffy ManufacturingTunstalloy - Universal CarbideVacula Automotive (Cejn)VIAIR CorporationWeiler CorporationWest Coast Wheel AccessoriesWestern Lift-Western Hoist, In. .Western SupplyWestern WeldWicking ProductsWinner FoundriesWTD - Weiss ToolZinko Hydraulic Jack
.Western SupplyWestern WeldWicking ProductsWinner FoundriesWTD - Weiss ToolZinko Hydraulic Jack
Air System Videos
Air Tool Product Videos
Service Equipment Videos
TPMS Systems Videos
Tire & Wheel Service- Martins Product Videos
Tire Repair Videos
Tire Gauge Videos
Wheel Balancing Product Videos
Wheel Service Product Videos
Lifting Equipment Videos
Retreading Videos
0 items
Not a customer yet? Sign up!
Since 1939, TECH has distributed the highest-quality tire repairs and wheel service products
Sort by: DefaultProducts Name A to ZProducts Name Z to ADate Added: NewestDate Added: OldestTop Sellers
Show: 9 items per page18 items per page36 items per page72 items per page96 items per pageAll

CT-20 3in. x 5in. Tech Radial Repai ...
Model #TE170
CT-20 3in.x 5in. Tech Radial Repair Cat. No. Description Box Qty. Dim. (inches) Dim in MM 170 CT-20 10/BX 10 3 x 5 75 x 125 CT- ...
Price: $99.02
In Stock
Quantity:250-1 Uni-Seal Stem 1/8" Injury
Model #TE2501
250-1 Uni-Seal Stem 1/8" Injury Qty. 20 per box SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availability. Additional Lead-time and freight charges may apply.
Price: $54.81
In Stock
Quantity:250UL Ultra Uni-Seal Repair with Wi ...
Model #TE250UL
250UL Ultra Uni-Seal Repair with Wire 1/8" Injury Qty. 14 per box SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availability. Additional Lead-time and freight charges may apply.
Price: $78.36
In Stock
Quantity:251UL Ultra Uni-Seal Repair with Wi . ..
..
Model #TE251UL
251UL Ultra Uni-Seal Repair with Wire 1/4" Injury Qty. 12 per box SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availability. Additional Lead-time and freight charges may apply.
Price: $78.36
In Stock
Quantity:760 8 oz. Chemical Vulcanizing Flui ...
Model #TE760
760 8 oz. Chemical Vulcanizing Fluid Shipped in Boxes of 24 SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availability. Additional Lead-time and freight charges may apply.
Price: $21.57
In Stock
Quantity:704 Rub-O-Matic Rubber Cleaner 1 Qt ...
Model #TE704
704 Rub-O-Matic Rubber Cleaner 1 Qt. Rub-O-Matic.Pre-Buff Rubber Cleaner. Used in conjunction with No. 933 inner liner scraper to remove contaminates from the inner liner before buffing. SPECIAL ORDER: Thi . ..
..
Price: $22.24
In Stock
Quantity:167 Radial Repair Units Qty 10
Model #TE167
167 Radial Repair Units Qty 10 CT-12 center over injury radial repair for small punctures in passenger, LT or Truck tires. Must be used with appropriate injury filler material for permanent industry recommended repair. (See Repair Manual RM-5) 2 3/8 x 4 3/8 Inches 6 ...
Price: $59.66
In Stock
Quantity:203 Insert-O-Matic Tips Qty 20
Model #TE203
203 Insert-O-Matic Tips Qty 20 SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availability. Additional Lead-time and freight charges may apply.
Price: $12.30
In Stock
Quantity:62-220 PermaCure II Flow Seal Repai ...
Model #TE220
62-220 PermaCure II Flow Seal Repairs Qty 50 3 3/4in. 95mm Permacure II is a nylon re-inforced rubber insert wrapped with Tech's gray chemical cushion gum. The 220 is designed to repair 1/8in. (3mm) injuries in bias and radial passenger,motorcycle, atv, lawn and gard ...
The 220 is designed to repair 1/8in. (3mm) injuries in bias and radial passenger,motorcycle, atv, lawn and gard ...
Price: $58.77
In Stock
Quantity:62-222 PermaCure Repair Qty 50
Model #TE222
62-222 PermaCure Repair Qty 50 3 3/4in. 95mm Permacure is a nylon re-inforced rubber insert wrapped with Tech's gray chemical cushion gum. The 222 is designed to repair 1/4in. (6mm) injuries in bias and radial passenger and light truck tires. &nbs ...
Price: $61.92
In Stock
Quantity:224 PermaCure Truck Repair Qty 40
Model #TE224
224 PermaCure Truck Repair Qty 40 5 1/8in. 130mm Permacure Truck repair is a nylon re-inforced rubber insert wrapped with Tech's gray chemical cushion gum. The 224 is designed to repair 1/4in. (6mm) injuries in bias and radial medium and heavy truck tires. &n ...
Price: $82.92
In Stock
Quantity:272 Carbide Cutter 1/2in.
Model #TE272
272 Carbide Cutter 1/2in. Carbide cutter for 292 radial seal and 252-1 stem
Price: $183.10
In Stock
Quantity:S-1041/38 Quick Change Adapter
Model #TES1041/38
S-1041/38 Quick Change Adapter Quick change adaptor for NO. 271/38 and NO. 272 carbide cutters. For use in S1045 quick change chuck. SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availability. Addit ...
Price: $19.12
In Stock
Quantity:900 Flow-Seal Insert Tool 3in.
Model #TE900
900 Flow-Seal Insert Tool 3in. 75mm Length SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availability. Additional Lead-time and freight charges may apply.
Price: $8.11
In Stock
Quantity:905 Heavy Duty Insert Tool 9in.
Model #TE905
905 Heavy Duty Insert Tool 9in. SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availability. Additional Lead-time and freight charges may apply.
SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availability. Additional Lead-time and freight charges may apply.
Price: $65.54
In Stock
Quantity:915 Spiral Cement Tool
Model #TE915
915 Spiral Cement Tool SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availability. Additional Lead-time and freight charges may apply.
Price: $3.44
In Stock
Quantity:925 PermaCure Passenger Tool
Model #TE925
925 PermaCure Passenger Tool SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availability. Additional Lead-time and freight charges may apply.
Price: $22.03
In Stock
Quantity:925E PermaCure Tool w/Earthmover Ne ...
Model #TE925E
925E PermaCure Tool w/Earthmover Needle SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availability. Additional Lead-time and freight charges may apply.
Additional Lead-time and freight charges may apply.
Price: $28.00
In Stock
Quantity:925T PermaCure Truck Tool
Model #TE925T
925T PermaCure Truck Tool Permacure Truck Tool. Same as No. 925 except with longer needle for use on truck tires.
Price: $30.40
In Stock
Quantity:926 Replacement Needle for 925 Perm ...
Model #TE926
926 Replacement Needle for 925 PermaCure Tool Regular Slit Eye Permacure Passenger Replacement Needle for 925 Permacure Passenger Tool. SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availab ...
Price: $10.69
In Stock
Quantity:927 Truck PremaCure Needle
Model #TE927
927 Truck PermaCure Needle Truck Replacement Needle for 925T Permacure Truck Tool SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availability. Additional Lead-time and freight charg ...
Additional Lead-time and freight charg ...
Price: $5.14
In Stock
Quantity:S1047 Long Quick Change Adaptor
Model #TES1047
S1047 Long Quick Change Adaptor Quick Change Adaptor. 3/8in., 24 Thread. One flat washer, one nut included. 1in., 25mm thread length. SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to avail ...
Price: $7.08
In Stock
Quantity:S1047XL Quick Change Extra Long Ada ...
Model #TES1047XL
S1047XL Quick Change Extra Long Adaptor Quick Change Adaptor. 3/8in., 24 Thread. 1 3/4in., 45mm thread length. One flat washer and two nuts included. For rasps, buffing wheels and brushes where extralength is required. SPECIAL ORDER: T ...
Price: $7.42
In Stock
Quantity:S-985 Jet Rasp Sharpener - Single H ...
Model #TES985
S-985 Jet Rasp Sharpener - Single Handle SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availability. Additional Lead-time and freight charges may apply.
Additional Lead-time and freight charges may apply.
Price: $34.44
In Stock
Quantity:928 Permacure Earthmover Replacemen ...
Model #TE928
928 Permacure Earthmover Replacement Needle SPECIAL ORDER: This Item is a Special Order Only - No returns on this item Product subject to availability. Additional Lead-time and freight charges may apply.
Price: $7.91
In Stock
Quantity:Tires with minor damage or punctures chambers are repaired in the conditions of ATP. For this is used by electric vulcanizers and raw rubber patches. Tires with worn tread, but fit framed, handed over for restoration tread for a tire repair company.
Tires are washed and dried cutting off the work surface protector. During cold recovery tires for this operation are presented increased requirements. Basic operation is vulcanization - the process of making rubber when heated rubber with sulfur at a temperature of 140 °C.
Currently there are materials whose vulcanization runs at lower temperatures. 80 °С — when welding a new tread and 20 °С — during repair of chambers and damage tires.
damaged part rubber and tire carcass cut out in the form cone at an angle of 45° to the axis of the cone. AT depending on the nature of the damage Three types of cutting are used: internal, outer and counter cones (Fig. 19.16). Cutting with an inner cone is carried out if the inside is damaged
frame.
Tenderloin outer make a cone for external damage tire tread or sidewalls. With a through damage use clipping opposite cone. The tenderloin is performed knives soaked in water to reduce friction forces.
To provide bonding strength of materials with the tire by increasing the adhesion surface the repaired area is subjected to roughening. For external buffing tires are used stationary or suspended roughing machines, and for internal – mobile or suspended machines with flexible shaft. For surface roughening small breakdowns are used, cylindrical curly or conical cutters (Fig. 19.17).
For surface roughening small breakdowns are used, cylindrical curly or conical cutters (Fig. 19.17).
After tire cutting dried in a drying chamber at a temperature 50-60 "S.
On brushed surfaces are glued with brush or spray method. The use of the latter allows improve performance several times labor, reduce glue consumption and get thin, even layer the strongest adhesion is achieved.
When applying glue the surface is smeared with a brush two times: first by the composition of adhesive rubber and gasoline in a ratio of 1: 8, and then - composition with a ratio of components 1 : 5.
Damage close up by the overlay method or by the method inserts.
overlay method is to fill in the cut plot sequentially superimposed layers of raw interlayered rubber 2 mm thick, and in the area of integumentary rubber, i.e. tread and sidewall, in layers tread rubber. Pre the cut surface is overlaid with more thin interlayer rubber (0.7-0.9 mm). On the inside of the tire, depending from the number of damaged carcass layers apply a patch or cuff.
Pre the cut surface is overlaid with more thin interlayer rubber (0.7-0.9 mm). On the inside of the tire, depending from the number of damaged carcass layers apply a patch or cuff.
The plaster consists made of several layers of rubber cords folded crosswise under right angles to each other. Cord layers in the patch are arranged so that each subsequent strip overlapped previous in length by 20-25 mm and in width by 10-15 mm.
The cuff is made from several layers of the frame removed from tire operation, and give it a diamond-shaped with rounded edges or oval shape. With a convex side at the edges cuffs make a chamfer 30-40 mm wide. Cuffs are applied so that they centers coincided with the center of damage, and the direction of the threads of their outer layer aligned with the direction of the threads the outer layer of the tire carcass. convex part of the cuff, as well as the patch, should be lined with a thin layer rubber.
Insert method used when cutting into a frame.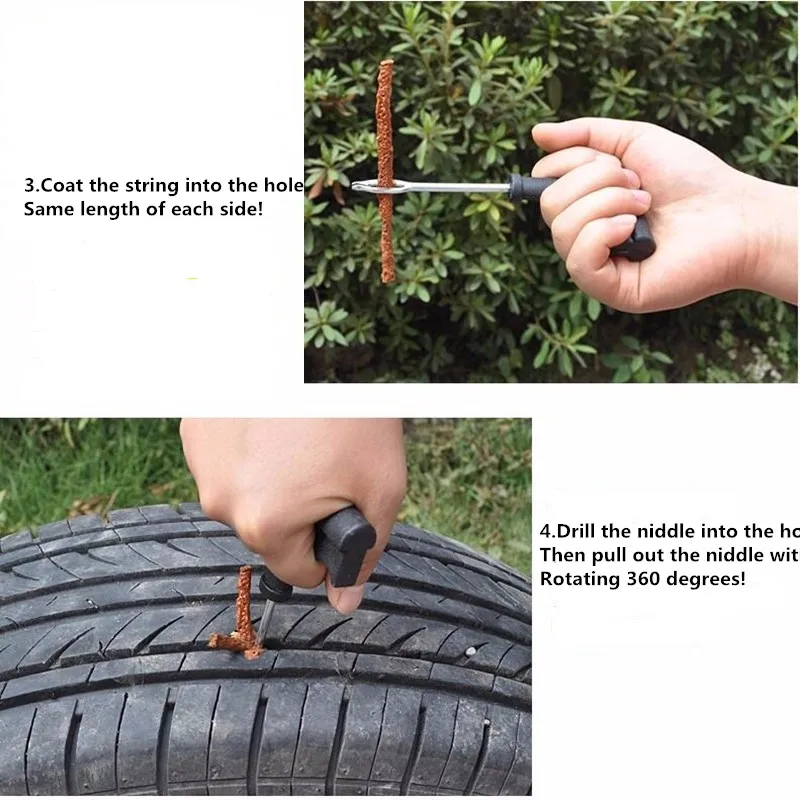 In that case, the carcass is cut from the inside of the tire by stepwise removal damaged cord layers (see Fig. 19.16, g). Instead removed layers in reverse sequences fill the notch pieces of unvulcanized cord, maintaining the same direction of the threads in carcass layers and inserted pieces cord. The high labor intensity of this method limits its application.
In that case, the carcass is cut from the inside of the tire by stepwise removal damaged cord layers (see Fig. 19.16, g). Instead removed layers in reverse sequences fill the notch pieces of unvulcanized cord, maintaining the same direction of the threads in carcass layers and inserted pieces cord. The high labor intensity of this method limits its application.
Vulcanization. After termination damage, repaired sections of the tire are vulcanized. Curing provides a strong grip on the tire materials applied during embedding damaged places, and gives them properties, identical with the material, tires that depend on the vulcanization mode: pressure pressure testing of the vulcanized area, temperature and curing time.
For vulcanization internal damage use sector (Fig. 19.18), which is hollow cast iron, suitable for tire inner profile.
To introduce steam into the internal cavity of the sector is provided pipe branch. The second pipe is located at the lowest point of the sector and designed to drain condensate. Tire 2 on sector is pressed with metal corset 3 with tightening screw device 4.
outdoor as well penetrating damage is vulcanized into sector molds (Fig. 19.19), which are cast iron castings with double walls, in space between which the coolant is supplied (steam). Internal construction and dimensions the shape of the trough corresponds to the outer tire surface. At her top there is a clamping device - clamp 7.
For crimping repaired places of the tire inside it insert a bag connected to air or steam lines. So tire bead sides install side liners 3. Bag provides two-way heating of the tire during vulcanization, reducing the time vulcanization and improving quality repair.
Protector side a matrix is embedded in the sector form engraved with a picture protector. For vulcanization in one sector-shaped tires of different sizes use interchangeable sets of matrices and side liners.
As coolant during tire vulcanization after repair use overheated steam, water and electricity, including and high frequency currents.
Electrovulcanizer is cast iron tiles heated by electric coil and equipped with a clamp with clamping screw. Required temperature supported by a thermostat.
Tubeless Repair tires. Tubeless tires are mostly repaired like this the same as chamber, except for cases punctures. Punctures are repaired with two ways. For small punctures (not more than 3 mm), without removing the tire from the wheel rim, the hole is filled with a special paste with a syringe. Before termination tire pressure holes reduced to 30-50 MPa, and after 10-15 minutes after insertion into the puncture, the paste is adjusted tire pressure to normal.
Punctures from 3 to 10 mm are repaired with plugs (Fig. 19.20) without removing the tires from the rim. When repairing tires on the wheel rim plugs are inserted into puncture with a special rod. With this plug and puncture hole pre-lubricated with glue. The protruding part of the cork is cut off 2-3 mm above the tread surface.
19.20) without removing the tires from the rim. When repairing tires on the wheel rim plugs are inserted into puncture with a special rod. With this plug and puncture hole pre-lubricated with glue. The protruding part of the cork is cut off 2-3 mm above the tread surface.
Camera repair. Cameras repair only after installation their suitability for recovery in accordance with the specifications: lack of hardened and cracked rubber, breaks more than 500 mm in length and 50 mm wide. impregnated with oil products cameras are also beyond repair. The repaired places are subjected to roughening on a carborundum wheel and free from dust. small damage (up to 30 mm in size) are repaired by applying patches made from uncured (raw) rubber, and large ones using patches from vulcanized rubber. cameras vulcanized on chamber plates (steam or electric) with hangers. The camera is pressed firmly with clamps to work surface plates. Duration of vulcanization 15-20 min. refurbished camera checked for tightness.
refurbished camera checked for tightness.
Mounting and dismounting tires. Mount tire only on a serviceable rim. Before installation always check the condition rims. It must have a correct round shape, rims and landing shelves also should not have damage, nicks and curvatures, violations of the paintwork coatings.
When assembling chamber tires pre-check the condition inner surface of the tire, remove foreign objects from the tread layer, powder the cavity of the tire with talc and then set up the camera.
Dismantling and installation car tires perform on stationary stand Sh-501M (Fig. 19.21), which consists of a platter (table) driven by reversible electric motor, pneumatic pressure device, dismantling rack lever and hardware cabinet. Workers the organs of the stand are the support table, where the wheel is attached, two levers, cited pneumatic cylinder and swinging in vertical plane on a common axis. The end of each lever is provided with a horizontal disk used to press the tire bead from the rim. The levers move to vertical plane under force pneumatic cylinder, air supply which is carried out by the pedal, controlling at the same time switching on electric motor.
The levers move to vertical plane under force pneumatic cylinder, air supply which is carried out by the pedal, controlling at the same time switching on electric motor.
Tires trucks and buses dismantled and assembled on stationary stands with vertical or horizontal location of the disassembled wheel.
After wheel assembly cars and trucks in must be balanced.
Stands for removing and mounting tires
for installation and dismantling of car wheel tires with a deep rim, various stands. Some designs are different the presence of an additional mechanism squeezing the tire bead off the rim to eliminate rubber adhesion wheel rim paintwork. Usually the stand consists of a squeezing paddle with handle connected to swivel push levers (located on the side, at the bottom of the stand body) and driven by a pneumatic cylinder. Top frame parts mounted swivel table with clamping device and dismantling head stand. clamping device made in the form of a three-cam chuck whose jaws provide clamping the wheel rim to the outer surfaces edge of the disk. Turntable mounted on the output shaft of the worm gear drive. The shaft has channels for feeding compressed air into pneumatic cylinder cam control. Razbortovka and tire beading is provided by a controlled (in various directions) dismantling stand head, which final fixing it in the working position, automatically retracts from the edges of the rim of the wheel disk by 2-3 mm at the beginning of the rotation of the table, with the installed wheel on it.
clamping device made in the form of a three-cam chuck whose jaws provide clamping the wheel rim to the outer surfaces edge of the disk. Turntable mounted on the output shaft of the worm gear drive. The shaft has channels for feeding compressed air into pneumatic cylinder cam control. Razbortovka and tire beading is provided by a controlled (in various directions) dismantling stand head, which final fixing it in the working position, automatically retracts from the edges of the rim of the wheel disk by 2-3 mm at the beginning of the rotation of the table, with the installed wheel on it.
The stand is completed two mounting blades - levers for support operations. At difficult mounting of the tire on the disk (especially new) it is recommended to moisten brush with soapy foam lower edge tire bead.
For wheel tires with flat rim (mainly cargo cars and buses) use stand (Fig. 19.22) for dismantling and mounting tires in size from 7.50-20 to 12. 00-20. Wheel with a tire from which air has been released, mounted on a stand in a vertical position and center with hydraulic lift, after which the wheel is fixed pneumatically patron. With the help of mechanical device powered by electric motor with a power of 0.4 kW through worm gear, remove the key ring. The side ring is pressed with using a hydraulic drive (force up to 50 kN). The wheel disk is squeezed out by a rod hydraulic cylinder (force up to 200 kN). Vertical wheel arrangement excludes the operation of lifting the wheel with floor required when using stands with a horizontal arrangement of a removable devices.
00-20. Wheel with a tire from which air has been released, mounted on a stand in a vertical position and center with hydraulic lift, after which the wheel is fixed pneumatically patron. With the help of mechanical device powered by electric motor with a power of 0.4 kW through worm gear, remove the key ring. The side ring is pressed with using a hydraulic drive (force up to 50 kN). The wheel disk is squeezed out by a rod hydraulic cylinder (force up to 200 kN). Vertical wheel arrangement excludes the operation of lifting the wheel with floor required when using stands with a horizontal arrangement of a removable devices.
Equipment for maintenance and current tire repair
To replace worn out or damaged tires, for repair tubes and tires with minor damage, wheel rims with subsequent painting car wheels are removed and transported to the tire shop, which, depending on from the capacity of the repair base of the ATP or service station, may consist of the following departments:
• washing and drying wheels;
• mounting (dismantling) tires;
• vulcanization;
• repair and disc colors.
In very large car factories or specialized maintenance centers and car repair, next to make a separate tire changer tire shop.
Technical tire maintenance in ATP conditions carried out at a tire shop area equipped with a special equipment that allows perform tasks such as installation and tire removal, tire pressure check and their pumping, checking the tightness cameras, etc.
Air pressure in tires are measured with working pressure gauges 458-M 1 for cars and 458-M2 for trucks and buses. If the tire pressure is low norms, tire inflation is carried out using air dispensers S-401, S-411 or C-413.
For .supply pressurized work stations in the TO and TR zones, air stationary compressors 1101B5 and 1552B5 or mobile compressor C-412.
Repair of car tires
1. Determining the scope of repair of tires and tubes
Unlike other car units, the volume of repair of tires and tubes is determined by the number of so-called repair units, and their repair is not divided into capital, medium, current. The more complex the repair, requiring more time and materials, the more repair units it is estimated.
The more complex the repair, requiring more time and materials, the more repair units it is estimated.
Repair units determine the cost of repairs, the required amount of repair materials and the complexity of filling repairs. At the same time, repair units for the repair of tires and cameras differ.
For a practical determination in each individual case, what number of repair units corresponds to a particular repair, special tables for cameras are used. The number of repair units depends on the type of damage, the size of the damage and the size of the tire being repaired. The number of repair units is the greater, the more complex the damage, the larger its size and the size of the tire itself, i.e., the greater the difficulty of repairing and the more repair materials are spent.
To repair a through damage located along the tread, a tire 12. 00-20 of a MAZ-205 car with a size of 100 mm will require more materials and time than for the same repair of a tire of a Moskvich 5.00-16 car. Therefore, in the table for the first case, 12 repair units are indicated, and for the second - only 3 repair units. To determine the magnitude of damage, its length is measured in millimeters in the longest direction. If the repaired tire or tube has several damages, then the amount of repair is determined as the sum of the volumes of individual damages.
00-20 of a MAZ-205 car with a size of 100 mm will require more materials and time than for the same repair of a tire of a Moskvich 5.00-16 car. Therefore, in the table for the first case, 12 repair units are indicated, and for the second - only 3 repair units. To determine the magnitude of damage, its length is measured in millimeters in the longest direction. If the repaired tire or tube has several damages, then the amount of repair is determined as the sum of the volumes of individual damages.
Let's say a 6.50-20 tire has two through damages along the tread, one of which is up to 100 mm in size and the second is up to 200 mm.
In accordance with the table above, the repair volume of the first damage is estimated at 3 repair units, the second - at 5 units. The total amount of repairs will be 8 repair units.
2. Tire repair
The technological process of tire repair consists of preparing damaged areas for applying repair materials, applying repair materials to damaged areas and curing the repaired areas.
Washing is the first preparatory operation for tire repair. This time-consuming operation is completely mechanized with the help of special washing machines. With a small amount of work, washing can be done manually in the bath using a hose and a stiff brush.
Drying is necessary to avoid the porosity of the applied repair materials during vulcanization and the deterioration of their adhesion to the tire due to the presence of moisture. Dry tires with exposed cords always have a certain amount of moisture, since the cords absorb it like wicks.
For drying, the preparation section has a drying chamber maintained at a temperature of 40-60°C by steam or hot water heated radiators. Tires are located on racks no closer than 1 m from heating devices and are kept in the chamber for 24 hours. The chamber is equipped with natural or forced ventilation.
If a drying chamber is not available, the tires can be dried over the curing equipment on hangers. Drying time in this case increases to 2-3 days.
The notch is used to remove delaid and damaged areas of rubber. The notch creates the necessary contact area of the repaired area of the tire with repair materials and patches. The following methods of cutting rubber and cord around the damage are used: internal cone, external cone, counter cone and framed.
The boundaries of the cut are determined by removing all damaged and delaminated sections of rubber and cord, as well as taking into account a rather sloping cut angle.
For cutting with an inner cone, the tire is installed on the bridge of the expander and its sides are moved apart. The damaged areas of the tire are cut out from its inner side, beveling the edges towards the center to the full depth of the breakthrough. The bevel angle, depending on the nature of the breakthrough, is allowed from 30 to 90°.
For cutting with an outer cone, the tire is put on a blank or placed on a workbench. With a knife moistened with water, the rubber is cut from the edges to the center at an angle of 30-40°, without increasing the breakthrough window.
To cut with an opposite cone, the carcass is cut from the inside of the tire to the cushion layer with an inner cone, and from the outside, the tread and cushion layer are cut with an outer cone.
For frame cut, the tire is placed on the reamer bridge or on a workbench with spacers inserted between the beads. Cutting consists in consecutive step removal - layers of a cord. The size of the steps in the direction of the threads is 20 mm and across the cord threads is 10 mm. The last lower layer of the cord is not removed. The distance from the breakthrough window to the border of removing the first layer of the cord for four-layer tires in the direction of the threads is 40 mm and across the threads is 80 mm, for six-layer tires, respectively, 70 and 110 mm.
Fig. Fig. 1. Schemes for cutting out damage: A - with an internal cone; B - outer cone; B - counter cone; G - in a frame; 1 - tire tread; 2 - cushion layer; 3 - frame; 4 - inner cone; 5 - outer cone; 6 - counter cone
Fig. 2. Carving tool:
2. Carving tool:
1 - knife with a long blade; 2 - curved knife; 3, 4 - special knives; 5 - hook; 6 - pliers
The cutting tool used is shown in fig. 2. Roughening is necessary to increase the strength of the connection between the patch and the tire by increasing adhesion and deeper penetration of the adhesive. Are subjected to roughening
surfaces of cut damages and adjacent surfaces of external rubbers or cords. In the beginning, damage is roughened from the inside of the tire, and then from the outside.
The dimensions of the roughened inner surface of the tire depend on the size of the damage after cutting and the dimensions of the tire itself and are set in such a way that they are larger than the dimensions of the applied cuffs and patches K
The carcass and padding areas are roughened with a wire disc brush and the rubber surface areas are roughened with a disc rasp. The brush moves in the direction of the cord threads from the edges to the center of the damage. Internal buffing is conveniently performed using a flexible shaft outboard motor. The roughened areas should have an even pile, a matte surface, without signs of burning and traces of a cut with a knife; frayed cords must be cut off.
Internal buffing is conveniently performed using a flexible shaft outboard motor. The roughened areas should have an even pile, a matte surface, without signs of burning and traces of a cut with a knife; frayed cords must be cut off.
Local dust extractors must be installed at each roughening station. Personnel working on roughing machines must wear safety goggles. The roughing tool must be protected by a metal casing.
Preparation of damaged areas for the application of repair materials ends with quality control of the work performed.
For easy inspection inside the tire, its beads are pre-expanded and spacers are placed between them.
The follow-up inspection checks for missing damage or unroughened areas; the quality of the roughened surface and its dimensions are checked; the quality of cutting damage is checked, after which the tire can be subjected to subsequent repair operations.
The adhesive is applied to damaged areas with a fine bristle brush in a uniform thin layer, without smudges and gaps so that it penetrates well into the roughened surfaces.
Apply a 1 : 8 liquid adhesive to the buffed areas, first on the inside and then on the outside of the tire.
The smeared tire, cuff or cuff is placed in a dryer at a temperature of 30-40 ° for 25-30 minutes. or they are dried in the workshop for at least 60 minutes. After the drying time has elapsed, a second smearing with glue with a concentration of 1: 5 is carried out and drying is carried out in the same way.
Rubber, rubberized fabrics and plasters are smeared with 1 : 8 adhesive if they have lost their original adhesiveness, which cannot be restored by refreshing. In the presence of stickiness, they only refresh.
To refresh the surface of repair materials and plasters, wipe with a muslin swab dipped in gasoline. After refreshing, repair materials are placed under an exhaust hood until the smell of gasoline is completely removed.
Electric lighting of the room where oiling and drying is carried out must be equipped with closed wiring and hermetic fittings, and electric motors must be explosion-proof. During drying of glued tires and repair materials, it is necessary to turn on the exhaust ventilation.
During drying of glued tires and repair materials, it is necessary to turn on the exhaust ventilation.
Sealing of cut out, glued and dried damages with repair materials is carried out at a separate workplace using the tool shown in fig. 3.
Fig. 3. Sewing tool:
1 - knife; 2, 3, 6 - rollers; 4 - scissors; 5 - awl
Before embedding, spacers are installed between the tire beads and the surface smeared with glue is refreshed with gasoline. Spacers must not distort the profile of the tire due to excessive bead expansion. The tire is repaired first from the inside, and then from the outside. Cuffs, patches and cuffs are made with a different number of layers of cord in them and different sizes, which allows them to be selected depending on the size of the damage and the size of the repaired tire.
So, for example, to repair a through damage of 80 mm in size in a tire 6.50-20, it is necessary to apply a six-layer patch measuring 330 X 330 mm at the breakthrough site. If such a tire is repaired through damage, for example, 170 mm, then in this case it is necessary to apply a six-layer cuff with a size of 450 mm. Finally, if a tire with the same through damage is being repaired, but the tire itself is larger, 7.50-20, then in this case it is necessary to apply not only a six-layer cuff measuring 550 mm, but a four-layer cuff measuring 400 mm must be applied before it and on top his cuff. One cuff in this case does not provide the required strength. For the selection of cuffs, patches and cuffs, there are tables in which they are provided for all possible repair cases.
If such a tire is repaired through damage, for example, 170 mm, then in this case it is necessary to apply a six-layer cuff with a size of 450 mm. Finally, if a tire with the same through damage is being repaired, but the tire itself is larger, 7.50-20, then in this case it is necessary to apply not only a six-layer cuff measuring 550 mm, but a four-layer cuff measuring 400 mm must be applied before it and on top his cuff. One cuff in this case does not provide the required strength. For the selection of cuffs, patches and cuffs, there are tables in which they are provided for all possible repair cases.
Sealing through damages begins with lining their walls with interlayer rubber 0.7 mm thick. This rubber should cover the convex side of the cuff, both sides of the cuff and the stepped side of the patch. This is necessary to ensure a reliable connection of the applied repair materials with the tire.
After that, the cut sections of the tread and cushion layer are filled with tread rubber, and the cut sections of the carcass are filled with interlayer rubber 2 mm thick.
Patches, cuffs or cuffs are applied in such a way that their centers coincide with the center of damage and the direction of the threads of the outer layer of the tire corresponds to the direction of the threads of the outer layer of the patch or cuff. The applied patches and cuffs are rolled on with a roller, and their edges are covered from above with a 0.7 mm thick interlayer rubber tape.
To prevent the formation of air bubbles, the repair material is not applied over the entire surface, but gradually from one end with a slight tension of the material and rolling with a roller. The resulting air bubbles are pierced with an awl.
When sealing sections of the frame cut into the frame, a strip of interlayer rubber 0.7 mm thick, 15-20 mm wide is applied to the entire stepped frame and rolled with a roller. Then, in accordance with the dimensions of the removed layers of the cord, new patches pre-cut from the cord are inserted. On top of the layers of cord inserted into the frame, the last layer is superimposed, overlapping the edges of the frame by 35-50 mm on each side.
When sealing external damage to the tire, the entire repaired area is pasted over with interlayer rubber 0.7 mm thick, and the recesses along the frame are filled with interlayer rubber 2 mm thick. The cut out section of the tread is filled with pieces of tread rubber sized according to the size and shape of the damage. When sealing non-through damage to cargo tires, all operations are performed in the same way as when sealing through damage.
Before the tires are vulcanised, the quality of the embedment is established.
Tire must not show unsealed damage; all superimposed repair materials must be tightly rolled and cover the damage to the required amount; the outer sections of the applied repair rubber should be 2-3 mm above the surface of the tire, and cut off along the edges to the level of the tire; the sides and sidewalls of the tire after repair should not be thickened due to excessively applied repair material.
Vulcanizing repaired areas is one of the most important operations in tire repair.
The essence of vulcanization lies in the fact that when heated to a certain temperature, a physical and chemical process occurs in unvulcanized rubber, as a result of which the rubber acquires elasticity, strength, elasticity and other necessary qualities.
When two pieces of rubber are vulcanized and glued together with rubber adhesive, they become a one-piece structure and the strength of their connection does not differ from the adhesion strength of the base material inside each piece. At the same time, to ensure the necessary strength, the pieces of rubber must be pressed - pressed 1 under a pressure of 5 kg / cm2.
In order for the vulcanization process to take place, it is not enough to produce only heating to the required temperature, i.e. to 143 + 2 °; the vulcanization process does not take place instantly, so heated tires must be held for a certain time at the vulcanization temperature.
Vulcanization can also occur at temperatures lower than 143°C but takes longer. So, for example, when the temperature drops by only 10 ° against the indicated one, the vulcanization time should be doubled. In order to reduce the time for preheating during vulcanization, electric cuffs are used that allow heating simultaneously from both sides of the tire, while reducing the vulcanization time and improving the quality of the repair. With one-sided heating of tires of large thickness, overvulcanization of rubber sections in contact with the vulcanization equipment occurs, and undervulcanization of rubbers on the opposite side. The vulcanization time, depending on the type of damage and the size of the tire, ranges from 30 to 180 minutes for tires and from 15 to 20 minutes for tubes
So, for example, when the temperature drops by only 10 ° against the indicated one, the vulcanization time should be doubled. In order to reduce the time for preheating during vulcanization, electric cuffs are used that allow heating simultaneously from both sides of the tire, while reducing the vulcanization time and improving the quality of the repair. With one-sided heating of tires of large thickness, overvulcanization of rubber sections in contact with the vulcanization equipment occurs, and undervulcanization of rubbers on the opposite side. The vulcanization time, depending on the type of damage and the size of the tire, ranges from 30 to 180 minutes for tires and from 15 to 20 minutes for tubes
Stationary vulcanizing apparatus model 601, produced by the GARO trust, is used for vulcanization in car fleets.
The working set of the vulcanizing apparatus includes corsets for sectors, corset tighteners, tread and side profile linings, clamps, pressure pads, sandbags, mattresses.
At a steam pressure in the boiler of 4 kg/cm2, the required surface temperature of the vulcanizing equipment is 143’+2°. At a pressure of 4.0-4.1 kg!cm2, the safety valve should open.
Vulcanizers must be inspected by a Boiler Inspector before they are put into service.
Internal damage to tires is vulcanized on sectors, external damage is vulcanized on slabs using profile linings. Through damage (in the presence of electric cuffs, they are vulcanized on a plate with a profile lining, in the absence of electric cuffs separately: first from the inside on the sector, then from the outside on a plate with a profile lining.
Electrocuff consists of several layers of rubber and an outer layer of rubberized chafer, in the middle of which is placed a nichrome wire heating coil and a thermostat to maintain a constant temperature (150°).
Fig. 4. Stationary vulcanizing apparatus GARO model 601:
1 - sector; 2 - side plate; 3 - boiler-steamer; 4 - small clamps for cameras; 5 - bracket for cameras; 6 - pressure gauge; 7—clamp for tires; 8 - firebox; 9 - water gauge glass; 10 - manual plunger pump; 11 - suction tube
Before curing, mark the boundaries of the repaired area of the tire. To eliminate sticking, powder it with talc, as well as a sand bag, an electrocuff and vulcanization equipment (sectors, profile linings, etc.) in contact with the tire.
To eliminate sticking, powder it with talc, as well as a sand bag, an electrocuff and vulcanization equipment (sectors, profile linings, etc.) in contact with the tire.
When vulcanizing on a sector, pressing is achieved by tightening the corset, and when vulcanizing on a plate, using a sandbag and a clamp.
Profile linings (tread and bead) are selected in accordance with the repaired part of the tire and its size.
The electro-cuff is positioned between the tire and the sandbag during vulcanization.
The time of the beginning and end of vulcanization is marked with chalk on a special board installed near the vulcanization equipment.
Repaired tires must meet the following requirements:
1) tires must not have non-refurbished seats;
2) the inner side of the tire must be free of bulges and traces of delamination of patches, undervulcanization, folds and thickenings that impair the operation of the chamber;
3) Rubber patches applied to the tread or sidewall shall be fully vulcanized to a hardness of 55-65 Shore;
4) tread areas over 200 mm in size retread during repair must have a pattern identical to the entire tread of the tire; the "All-terrain vehicle" type pattern must be applied regardless of the size of the retread area;
5) the shape of the tire beads must not be distorted;
6) thickenings and depressions that distort the outer dimensions and surface of the tire are not allowed;
7) repaired sections must not have backlogs; it is allowed to have shells or pores up to 20 mm2 in area and up to 2 mm deep in the amount of not more than two per square decimeter;
8) the quality of tire repair must ensure their guaranteed mileage after repair.
3. Camera repair
Similar to the tire repair workflow, the tube repair workflow consists of preparing damaged areas for patching, patching, and curing.
The scope of work for preparing damaged areas for patching includes: identifying hidden and visible damage, removing old unvulcanized patches, rounding edges with sharp corners, roughening the rubber around the damage, cleaning the chambers from roughing dust.
Fig. 5. Sector for vulcanization of tires:
1 - sector; 2 - tire; 2 - corset; 4 - puff
Fig. 6. Vulcanization of bead damage on the bead plate:
1 - tire; 2 - side plate: 3 - side lining; 4 - sandbag; 5 - metal plate; 6 - clamp
Visible damage is detected by visual inspection in good light and outlined with an indelible pencil.
To identify hidden damage, i.e. small punctures that are invisible to the eye, the inflated chamber is immersed in a bath of water, and the puncture site is determined by emerging air bubbles, which is also outlined with an indelible pencil. The damaged surface of the chamber is subjected to roughening with a carborundum stone or a wire brush at a width of 25–35 mm from the damage boundaries, preventing the ingress of roughing dust into the interior of the chamber. Rough areas are cleaned with a brush.
The damaged surface of the chamber is subjected to roughening with a carborundum stone or a wire brush at a width of 25–35 mm from the damage boundaries, preventing the ingress of roughing dust into the interior of the chamber. Rough areas are cleaned with a brush.
Repair materials for repairing tubes are: non-vulcanized tube rubber 2 mm thick, tube rubber unserviceable and rubberized chafer. Raw, unvulcanized rubber seals all punctures and tears up to 30 mm in size. Rubber for cameras repairs damages of more than 30 mm. This rubber should be elastic, without cracks and mechanical damage. Raw rubber is refreshed with gasoline, smeared with glue with a concentration of 1: 8 and dried for 40-45 minutes. The chambers are roughened with a wire brush or carborundum stone on a roughening machine, after which they are cleaned of dust, refreshed with gasoline and dried for 25 minutes, then coated twice with glue with a concentration of 1: 8 and dried after each spread for 30-40 minutes at a temperature of 20 -30°. The chafer is smeared once with glue with a concentration of 1: 8, then dried.
The chafer is smeared once with glue with a concentration of 1: 8, then dried.
The patch is cut in such a way that it overlaps the hole by 20–30 mm on all sides and is 2–3 mm smaller than the boundaries of the roughened surface. It is superimposed on the repaired section of the chamber with one side and gradually rolled with a roller over the entire surface, so that there are no air bubbles between it and the chamber. When applying patches, make sure that the surfaces to be bonded are completely clean, free from moisture, dust and grease.
In cases where the chamber has a gap greater than 500 mm, it can be repaired by cutting out the damaged piece and inserting in its place the same piece from another chamber of the same size. This repair method is called camera docking. The width of the joint must be at least 50 mm.
Damaged external threads on valve bodies are restored with dies, and internal threads with taps.
If it is necessary to replace the valve, it is cut out together with the flange and another valve is vulcanized in the new place. The location of the old valve is repaired as normal damage.
The location of the old valve is repaired as normal damage.
Vulcanization of damaged areas is carried out on the model 601 vulcanizing apparatus or on the GARO vulcanizing apparatus for vulcanizing chambers. Curing time for patches is 15 minutes and for flanges 20 minutes at 143+2°C.
During vulcanization, the chamber is pressed with a clamp through a wooden strip to the surface of the slab. The overlay should be 10-15 mm larger than the patch.
If the area to be repaired does not fit on the slab, then it is vulcanized in two or three successive installations (betweens).
After vulcanization, the sags on the unroughened surface are cut off with scissors, and the edges of the patches and burrs are removed on the stone of the roughing machine.
Repaired cameras must meet the following requirements:
1) a chamber filled with air must be airtight both over the body of the chamber and at the point where the valve is attached;
2) patches must be tightly vulcanized, free from bubbles and porosity, their hardness must be the same as that of the tube rubber;
3) the edges of patches and flanges must not have thickenings and delaminations;
4) The valve thread must be intact.
4. Repair of tires and tubes on the road
Repair of tires on the road consists of applying temporary plasters or cuffs on the inside, glued with non-vulcanizing rubber glue. The disadvantage of this repair is that the applied patches do not adhere well when the tire is heated, so it is a temporary repair and serves to drive to the garage, where the tire must be repaired by vulcanization.
The rupture site and adjacent areas are thoroughly cleaned of dirt, dust (dry if moisture is present) and roughened with a metal brush or rasp. The roughness boundaries should be no closer than 100 mm from the edges of the damage. A plaster or cuff is selected in size with a roughened area, the surface of which is roughened from the convex side. The tire is smeared twice with glue with a concentration of 1: 8, and the cuff or plaster once.
The glue is dry when the smell of gasoline disappears. After applying cuffs or patches, their edges are beveled with a knife for a smooth transition and powdered with talc on top.
Tire punctures can be qualitatively repaired on the road and in stationary conditions with the help of the so-called rubber fungi, which in their shape resemble a mushroom with a conical cap and a thin stem.
The fungus is introduced into the puncture with a foot until its cap fits snugly against the inner surface of the tire. The hat is rolled with a metal roller and powdered with talc, and the end of the leg protruding outward is cut off to a level with the surface of the tire.
The chambers can be repaired en route with non-vulcanizing adhesive and rubber patches or with vulcanized briquettes. In the first case, the repair will be temporary, in the second case, the quality of the repair may be the same as in stationary repair.
When repairing with non-vulcanizing adhesive, cleaning and roughening the surface of the chamber, smearing with glue, patch sizes and their application are carried out, as in stationary conditions.
When repairing with vulcanizing briquettes, the surface of the chamber around the damage is roughened with a rasp, emery cloth or wire brush. If the size of the damage is more than 5 mm, then its edges are cut with a knife or scissors and the hole is given a round or oval shape; then a patch is cut out of the scrap chamber so that it fits snugly in the cut hole. One side of the patch is subjected to roughening, after which the raw rubber patch is pressed against the bottom of the metal cup, so that its edges are everywhere equally spaced from the edges of the cup. Pressing the patch to the bottom of the cup, you can not touch it with your hands - you must use cellophane, which is then removed from the patch. Buffed areas and raw rubber patches must be protected from dust, dirt and moisture. The size of the patch should cover the camera damage from all sides by 15 mm. Then the camera is placed on the platform of the clamp with the roughened surface up. The vulcanization briquette is applied with a rubber patch to the chamber, after which a small area of the combustible mass is loosened and set on fire. The amount of mass and the rate of its combustion are selected so as to provide the required temperature and time of vulcanization.
If the size of the damage is more than 5 mm, then its edges are cut with a knife or scissors and the hole is given a round or oval shape; then a patch is cut out of the scrap chamber so that it fits snugly in the cut hole. One side of the patch is subjected to roughening, after which the raw rubber patch is pressed against the bottom of the metal cup, so that its edges are everywhere equally spaced from the edges of the cup. Pressing the patch to the bottom of the cup, you can not touch it with your hands - you must use cellophane, which is then removed from the patch. Buffed areas and raw rubber patches must be protected from dust, dirt and moisture. The size of the patch should cover the camera damage from all sides by 15 mm. Then the camera is placed on the platform of the clamp with the roughened surface up. The vulcanization briquette is applied with a rubber patch to the chamber, after which a small area of the combustible mass is loosened and set on fire. The amount of mass and the rate of its combustion are selected so as to provide the required temperature and time of vulcanization. The clamp should be removed after 10-15 minutes. after complete combustion of the combustible mass; during this time, the vulcanization process is completed.
The clamp should be removed after 10-15 minutes. after complete combustion of the combustible mass; during this time, the vulcanization process is completed.
For the repair of tires and tubes on the road, special first-aid kits (AP-4) are produced, which contain all the necessary materials and tools, except for a clamp.
Fig. 7. Manual clamp:
1 — clamp body;
2 - clamping screw;
3 - clamping sprocket
—
Timely and high-quality repair increases the mileage of car tires and reduces the cost of their operation. A prerequisite for high-quality tire repair is the thoroughness of each repair operation. The technological process of repairing tires of the following operations: acceptance for repair, washing and from the service station preparing damaged areas for repair, 1st inspection, spreading with glue and drying, 2nd control trolling repairing damage, 3rd control inspection, vulcanization, finishing, final control. Tires that have more than two layers of carcass worn around the entire circumference, tires with elongated beads and broken wire in the beads, with hardened and cracked rubber as a result of aging, with delaminations or through carcass breaks of more than 250 mm for tires of trucks and more than 200 mm for passenger car tires, as well as tires with rubber impregnated with kerosene, oil or oil.
Fig. 8. Ways to repair through tire damage: I - inner cone; II - external cone; III - oncoming cone) IV - in the frame.
Tires are washed in a special bath or with a hose, a stiff brush and a rag. After washing, the tire must be thoroughly dried in drying chambers at a temperature of 40-60 ° C for 24-36 hours. In the absence of a drying chamber, the tire can be dried on special hangers located above the vulcanization equipment.
Drying has an exceptionally great influence on the quality of tire repair. When repairing insufficiently dried tires, the quality of their vulcanization deteriorates sharply due to the formation of vapor locks.
When preparing a tire for repair, damaged areas are cut out in accordance with the intended repair method and roughened. Depending on the size of the through damage, the “in-frame” repair method is used for cars and the “inner”, “outer” or “oncoming” cone for trucks. Experience has shown that, in addition to the patch, it is advisable to use on the inside and cuffs, which protects the carcass from destruction and increases the service life of repaired tires.
Nail through holes are repaired with spa. social rubber fungus.
For easy access to the inside of the tire when cutting through damage, mechanical guides are used. rawl or pneumatic expanders. Damaged edges are cut out with a special knife at an angle of 30-40°. The areas prepared for repair are subjected to roughening inside and outside the tire.
Roughing provides strong adhesion of the repair materials to the surface of the tire. For internal roughening, a special device is used, consisting of an electric motor with a power of 0.8–1.0 kW with a flexible shaft, on which a steel disk brush with a diameter of 100–110 mm and a width of 30 mm is fixed. 9we pour a concentration of 1:5 (one part of glue to 5 parts of gasoline), and the surface of the patch with glue of a concentration of 1:10.
After each lubrication, the applied adhesive layer is dried at a temperature of 30-40 °C for 35-50 minutes. The glued and dried tire is subjected to a second inspection, and then the damage is repaired and a third inspection and vulcanization is carried out.